аргонодуговой
- аргонодуговой
-
аргонодуговой
Слитно или раздельно? Орфографический словарь-справочник. — М.: Русский язык.
.
1998.
Синонимы:
Смотреть что такое «аргонодуговой» в других словарях:
-
аргонодуговой — прил., кол во синонимов: 3 • аргонно дуговой (1) • аргонный (2) • аргоновый (2) … Словарь синонимов
-
аргонодуговой — аргонодугово/й … Слитно. Раздельно. Через дефис.
-
Электрическая дуговая сварка — Электродуговая ручная сварка покрытым электродом Электросварка один из способов сварки, использующий для нагрева и расплавления металла электрическую дугу. Температура электрической дуги … Википедия
-
5.917 — ГОСТ 5.917{ 71} Горелки ручные для аргонодуговой сварки типов РГА 150 и РГА 400. Требования к качеству аттестованной продукции. ОКС: 25.160.30 КГС: В05 Сварка и резка металлов. Пайка, клепка Действие: С 01.07.71 Текст документа: ГОСТ 5.917… … Справочник ГОСТов
-
аргонный — аргонодуговой, аргоновый Словарь русских синонимов. аргонный прил., кол во синонимов: 2 • аргоновый (2) • … Словарь синонимов
-
Сварочный инвертор — Сварочный инвертор это один из видов источника питания сварочной дуги. Основной принцип действия всех сварочных источников обеспечивать стабильное горение сварочной дуги и ее легкий поджиг. Одним из самых важных параметров сварочного… … Википедия
-
Молибденовые сплавы — сплавы на основе молибдена; используются главным образом как жаропрочные конструкционные материалы. Детали из М. с. длительно работают в вакууме при температурах до 1800 °С; кратковременно (до 5 мин) могут работать в продуктах сгорания… … Большая советская энциклопедия
-
МОЛИБДЕНА СПЛАВЫ — относятся к жаропрочным сплавам. Отличаются высокими модулями упругости и сдвига, прочностью, жаропрочностью, коррозионной стойкостью в расплавах и парах щелочных металлов. Обладают низким сопротивлением окислению на воздухе и в окислит. средах… … Химическая энциклопедия
-
НИОБИЯ СПЛАВЫ — обладают высокой мех. прочностью и жаропрочностью при 800 1300 °С, стойкостью во мн. разб. к тах, расплавах щелочных и др. легкоплавких металлов, хорошей свариваемостью аргонодуговой или электроннолучевой сваркой; тугоплавки (т. пл. 2400… … Химическая энциклопедия
-
ТАНТАЛА СПЛАВЫ — Обладают достаточно высокой мех. прочностью и жаропрочностью до 1500 1650 °С, низким коэф. термич. расширения, стойки в р рах мн. к т, расплавах щелочных и др. легкоплавких металлов, хорошо свариваются аргонодуговой и электроннолучевой… … Химическая энциклопедия
TIG-сварка – универсальная технология соединения металлов. Аппараты ТИГ обладают большим потенциалом и позволяют сваривать разные металлы, а также их сплавы. При этом формируется качественный и эстетичный шов. Особенности оборудования детально изложены в статье.
Соединение металлов с помощью высоких температур человечеством изобретено уже давно. Методы постоянно совершенствовались, а с появлением и развитием металлургии, вышли на качественно новый уровень. Способы сварки совершенствовались по мере повышения требований к прочности и качеству соединений металлов.
В настоящее время существует большое количество разнообразного оборудования для сварки металлов. Одним из самых популярных является ТИГ-сварка. Любой сварщик, даже начинающий неопытный специалист, должен иметь четкое понимание принципов работы такого оборудования и знать методы работы с ним.
Что такое TIG сварка?
Разобрать особенности оборудования, его достоинства и недостатки будет проще, если предварительно ознакомиться с принципами работы и технологическими особенностями. Сварка ТИГ – это технология соединения металлических заготовок при помощи специального оборудования посредством неплавящегося электрода в защитной среде. Дуга инициируется между рабочей поверхностью и вольфрамовым стержнем. Перед началом работы он затачивается. Это необходимо для поддержания стабильности сварочной дуги и получения ровного соединения.

Фиксируется вольфрамовый электрод в центре сопла. По краям горелка имеет технологические отверстия, через которые в зону горения дуги подается инертный газ. Наиболее часто используется аргон. Он предотвращает образование оксидной пленки и способствует качественному соединению кромок. Для заполнения ванны расплавом применяется присадочная проволока. По составу она должна повторять или быть близкой к металлам, которые свариваются.
История появления ТИГ-сварки
Соединение металлов при помощи сварки используется человечеством уже много десятилетий. Первые наработки по соединению металлических заготовок под воздействием высоких температур появились еще в начале двадцатого века. Первым шаги в этом направлении сделал американский инженер Чарльз Л. Коффин. Изначально оборудование было простым. Оно не могло использоваться в промышленности или для соединения сплавов.
Неплавящийся электрод и защитная среда для сварочных работ начали использоваться в середине сороковых годов 20 столетия. Технология позволяла соединять новые материалы – алюминий, никель и магний. Метод сразу стал востребованным в производстве самолетов, а позже – и в ракетостроении. Со временем технологий нашла свое применения практически во всех отраслях промышленного производства.

Преимущества и недостатки
Любой технологический процесс имеет как преимущества, так и недостатки. Наиболее важные достоинства технологии TIG:
- При сваривании используется защитный газ, что дает возможность сформировать качественный и красивый сварной шов. В расплаве нет трещин, пор или пустот. Аргон предотвращает образование на поверхности расплавленного металла оксидной пленки, которая обязательно бы образовалась в результате взаимодействия горячего металла и кислорода.
- Полностью исключить внутреннее напряжение не удалось, но оно столь незначительно, что не провоцирует деформирование металла.
- Во время работы расплав металла не разбрызгивается, минимальное образование искр.
- После завершения сварочных работ не требуется дополнительная обработка свариваемых заготовок.
- При помощи ТИГ-сварки можно соединять большинство металлов и сплавов.
- Оборудование характеризуется простотой использования. Достаточно нескольких уроков, чтобы научиться самостоятельно формировать качественные и эстетические швы.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими верстаками собственного производства от компании VTM.
Наряду с достоинствами есть и недостатки:
- Если сварочные работы ведутся на открытой площадке, то необходимо защитить рабочее место от ветра. В противном случае инертный газ будет выдуваться из рабочей зоны, а качество соединения от этого сильно пострадает.
- Соединяемые поверхности нуждаются в тщательной предварительной подготовке.
- Горелку нельзя держать под острым углом относительно рабочей поверхности из-за осложнения рабочего процесса.
- Дугу следует перемещать равномерно. Если на каком-либо месте ее задержать, то образуется отметина, которую придется чистить.

Применение
Технология ТИГ универсальная и позволяет соединять различные металлы, а также их сплавы. Это обуславливает широкое ее применение. Основные сферы использования метода:
- автомобилестроение;
- изготовление деталей для различных отраслей промышленности;
- космонавтика;
- кораблестроение;
- авиация;
- производство инструментов для медицины;
- изготовление электроинструмента;
- строительство и многие другие.
Востребованы аппараты TIG и в частном секторе и малом бизнесе. Особенно часто они используются в ремонте автомобилей, в частности, для восстановления кузовов авто или починки радиаторов.
Режимы работы
Работает установка от однополярного или переменного источника питания. Изменение режимов позволяет выбрать оптимальный вариант для конкретного вида сплава или металла.
Постоянный ток
К минусовой клемме подсоединяется электрод, а плюс идет к рабочей поверхности. Подключение к источнику постоянного тока предоставляет определенные преимущества:
- Возрастает экономичность применения сварочного оборудования.
- Деталь можно прогревать на большую глубину. В результате соединение может быть очень узким, но прочным из-за большой глубины проваривания деталей.
- Скорость сварочного процесса заметно возрастает.
В режиме постоянного тока проще всего варить заготовки из легированной и нержавеющей стали.

Переменный ток
Минус и плюс во время работы меняются в произвольном порядке. При подключении в режиме обратной полярности поверхность заготовок эффективно очищается от оксидной пленки.
Оборудование
Для того, чтобы выполнить сварочные работы при помощи неплавящегося электрода в защитной среде, достаточно иметь обыкновенный недорогой инвертор с горелкой, предназначенной для подачи газа. Тем не менее, на рынке существует специальное оборудование:
- TIG-инвертор. Отличается от обычного тем, что имеет встроенный блок, вырабатывающий прямой или переменный ток в зависимости от режима работы. Тем самым функционал аппарата значительно увеличивается. Можно работать с черными металлами, сплавами алюминия и других материалов.
- Выпрямители. Принцип работы основан на преобразовании переменного тока в постоянный. Относится к категории профессионального оборудования.
Выбор установки и расходных материалов напрямую зависит от того, с какими материалами нужно работать.
Сборка сварочного аппарата
После приобретения сварочного аппарата необходимо правильно смонтировать все узлы и комплектующие. Последовательность выполнения работы:
- Осциллятор соединяется с инвертором.
- Прикрепить провод массы к положительной клемме.
- К отрицательной подсоединяется магистраль с держателем.
- Горелка подсоединяется к рукаву для подачи инертного газа.
- На баллон с аргоном прикручивается редуктор.
- Подающий газ рукав фиксируется на редукторе.
На заключительном этапе подготовки инвертор подключается к сети энергоснабжения с питанием 220 вольт. Осциллятор подсоединяется к источнику тока напряжением 6 вольт.

Техника сваривания
Перед началом любого сварочного процесса необходимо подготовить оборудование. Для настройки аппарата специалисту нужно выполнить несколько манипуляций:
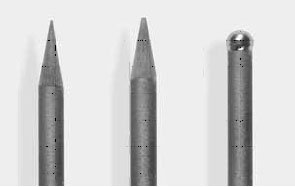
- В предварительной подготовке нуждаются вольфрамовые электроды. Конец рабочего стержня затачивается надфилем.
- После подготовки неплавящийся электрод устанавливается в горелку. Он удерживается цанговым зажимом.
- Открывается подача инертного газа – откручивается вентиль на редукторе баллона с аргоном. Сразу необходимо установить достаточный объем подачи газа. Оптимальный показатель расхода составляет 13 литров за минуту.
- Масса подсоединяется в рабочей поверхности или непосредственно к столу, на котором свариваются заготовки.
- Включается осциллятор, а горелка подносится к поверхности заготовок.
- Далее следует нажать на кнопку включения, что вызывает появление искры. В это же время открывается подача защитного газа.
Электрод от рабочей поверхности следует удерживать на расстоянии приблизительно 3 мм от рабочей поверхности. Если расстояние увеличить, то ширина шва будет возрастать, а глубина проваривания, наоборот, уменьшаться. Край электрода можно вести по-разному. В работе с тонкими листами необходимо отдать предпочтение колебательным движениям слева-направо, чтобы избежать прогорания стенок. При формировании корневого шва электрод ведется ровно. При соединении угловых стыков электрод удерживается в положении 45 градусов относительно основной рабочей поверхности.
Маркировка TIG-сварки
Маркировка латинскими буквами
Название сварки в разных странах отличается. Поэтому важно знать маркировки, а также их значения, чтобы не ошибиться с выбором оборудования. К примеру, во всех англоязычных странах аргонодуговые сварочные инверторы маркируются аббревиатурой «TIG». Расшифровывается она как «Tungsten Inert Gas», что переводится как «сварка вольфрамовым электродом в газовой среде». Именно данная маркировка наиболее часто встречается в Европе и Азии.
На немецком данный тип сваривания металла называется «Wolfram Inert Gas». Поэтому оборудование маркируется соответствующими обозначениями – «WIG». В США для этого применяется аббревиатура GTAW – Gas Tungsten Arc Welding.
Маркировка на территории РФ
Аргонная сварка с использованием неплавящихся электродов и защитных газов обозначается ИН и ИНп. Первая аббревиатура применяется в случаях выполнения работ не плавящимся электродом в защитной среде. В случаях, когда применяются присадочные материалы, то дополнительно указывается литера «п».
«Аргонно-дуговая» или «аргонодуговая» сварка: как правильно?
Верным принято считать написание без дефиса. Согласно положений ГОСТа существует понятие только аргонодуговой сварки. Применение дефиса внутри словосочетания считается ошибочным.
Мифы о TIG-сварке
Сварочные процессы в аргонодуговой среде породили ряд слухов, часть из которых далеко от действительности. Необходимо иметь ввиду, что любой сварочный процесс является вредным для людей видом деятельности. Тем более, если приходится работать с инертными газами. Поэтому требованиями техники безопасности предусмотрены процедуры, призванные защитить специалиста. Если не соблюдать их, то высока вероятность причинения ущерба здоровью сварщика.

Губителен ли аргон для сварщика?
Если ознакомиться с курсом химии, то несложно выяснить, что аргон является распространенным в атмосфере газом и по количеству в атмосфере занимает третье место после азота и кислорода. Он не имеет запаха и вкуса, поэтому сложно диагностируется. Газ не токсичен и не относится к числу взрывоопасных.
По весу аргон тяжелее атмосферного воздуха в 1,4 раза, поэтому легко вытесняет кислород из сварочной зоны. Тем не менее полностью назвать этот газ безопасным нельзя. При попадании в дыхательные пути аргон в большом количестве способен вызвать головокружение и даже потерю сознания.
Правила безопасности при работе с инертным газом:
- При работе в помещении нужно устанавливать напольные вытяжные устройства. Как минимум, следует располагаться на расстоянии не менее 20-30 см от уровня пола. в этом случае аргон будет уходить вниз и выводиться из помещения естественным путем.
- При формировании потолочных или вертикальных швов используются средства индивидуальной защиты. Вполне достаточно шлангового противогаза для подачи чистого атмосферного воздуха.
- Во время работы в помещениях необходимо контролировать уровень кислорода. Если показания измерительных приборов опустились ниже уровня 20% кислорода в атмосфере, то работы нужно приостановить, а помещение проветрить.
Аргонодуговая сварка понижает мужское здоровье
Это миф, широко распространенный среди любителей и начинающих сварщиков. Он порожден неосведомленностью в области технологии сварочного процесса в защитной среде. Основной причиной появления мифа стало применение в работе слабого радиоактивного металла, каким является оксид тория. Используется он в процессе заточки вольфрамового электрода. Но его уровень радиоактивности существенно ниже допустимых норм. Поэтому воздействовать разрушающе на организм человека он не может в принципе.

Чтобы не иметь никаких оснований для беспокойства и быть уверенным в безопасности при выполнении сварочных работ, следует придерживаться простых правил безопасности. А именно:
- надевать респиратор;
- работать с активной вытяжкой;
- хранить не больше 3 кг ториево-вольфрамовых электродов в одном месте.
Вольфрамовая пыль состоит из очень мелких частиц, которые, попадая внутрь, раздражают стенки дыхательных путей. Радикального влияния на здоровье они не оказывают, но лучше полностью обезопасить себя, одев респиратор.
TIG-сварка «капризна» в работе
Большинство реализуемых на отечественном рынке аппаратов имеют множество разнообразных настроек и регулировок. Больше, чем установки для ручной дуговой сварки (ММА) или полуавтоматы (MAG). По этой причине сварщика для работы на ТИГ-устройствах предварительно нужно пройти специальную подготовку. Это должен быть или опытный специалист высшего разряда или же сварщик, имеющий соответствующую специализацию. Важно, чтобы работник смог правильно настроить установку, использовать все ее возможности и сформировать прочное, эстетичное и долговечное соединение.
Для сварочного процесса каждый работник должен:
- Выбрать оптимальный сварочный ток.
- Установить оптимальные настройки для выполнения конкретной работы.
- Правильно выбрать диаметр электрода в зависимости от тока и материала.
- Подобрать присадочный пруток, максимально соответствующий металлу или его сплаву.
- Определить с выбором инертного газа. В сварочных работах может применяться чистый гелий или же его смеси.
При условии соблюдения всех этапов и требований, специалист сможет соединить металлические заготовки любого размера или состава. Аргоновая сварка по праву считается универсальной. Используется она нечасто в силу большой материалоемкости процесса.

Достоверные факты
TIG-инвертор оснащен большим количеством настроек
Оборудование дает возможность качественно соединять большой ассортимент стали – низко-, средне- и высоколегированной. Каждый материал обладает определенными физико-химическими особенностями, что обуславливает необходимость индивидуального подхода при сварке. На выбор параметров также влияет толщина материала и целый ряд других факторов. Важно выбрать оптимальные настройки, а именно эту возможность предоставляет рассматриваемое оборудование.
Газопроводящие магистрали должны быть целыми
Для создания качественного и красивого сварного шва требуется постоянное давление инертного газа. Помимо этого, целая магистраль исключает утечку дорогостоящего расходного материала. Нужно учесть и тот факт, что утечка инертного газа может спровоцировать нештатную ситуацию на рабочем месте.
Прототипом TIG-инвертора послужила вольфрамовая нить
Американский ученый Ирвинг Ленгмюр в 1916 году опытным путем установил, что вольфрамовая нить лучше проводит заряд, если ее поверхность покрыта оксидом тория. Именно это открытие стало основой для создания в будущем вольфрамовых электродов. Они успешно применяются в аргонодуговой сварке и по сегодняшний день.

Инвертор ТИГ нуждается в уходе
Конструкция аппарата включает большое количество мелких деталей, плат и других элементов. При работе генерируется большое количество пыли и мелких частиц металла. Они оседают не только на корпус устройства, но и на расположенные внутри узлы. Проникает пыль через вентиляционные и другие технологические отверстия кожуха.
Будет хорошо, если выработается привычка после работы очищать аппарат от грязи. Для этого можно использовать сжатый воздух. Постоянно необходимо следить за целостностью подающих газ рукавов и питающих кабелей; исправностью держателя и горелки.
Всего найдено: 6
Добрый день! Подскажите, пожалуйста, как правильно: «аргоно-дуговая сварка» или «аргонно-дуговая сварка»?
Ответ справочной службы русского языка
Словарная фиксация: аргоно-дуговая сварка. См.: Русский орфографический словарь РАН / Под ред. В. В. Лопатина, О. Е. Ивановой. – 4-е изд., испр. и доп. – М., 2012.
Добрый день!
«Подобный тип размножения отмечается у таких видов как хоботной аргономал и ибурийская лисичка».
Вопрос: нужна ли запятая перед «как». Помню про правило «Такие коты и собаки, как Бобик и Мурка, помогают запомнить правило…» Но здесь, если убрать оборот, смысл в предложении остается, а в моем случае — нет. Я склоняюсь к тому, что в моем примере запятая не нужна. Но чем обосновать?
Подобные обороты часто встречаются в нашем научном журнале, и хотелось бы печатать всё грамотно.
Ответ справочной службы русского языка
Запятая нужна. Обороты с союзом как выделяются запятыми, если в основной части предложения имеется указательное слово такой.
Добрый день!
Может быть, я обращаюсь не по адресу с таким вопросом, поэтому заранее извиняюсь. Вы случайно не знаете жаргонного значения слова «торпеда»? Говорят, что это то же самое, что и «козёл отпущения». Но я, если честно, сомневаюсь.
С уважением, Дарья.
Ответ справочной службы русского языка
Словари жаргонов такое значение не фиксируют. У В. С. Елистратова в «Словаре русского арго»: ТОРПЕДА, -ы, ж. 1. Стремительный, резкий, активный человек. 2. Ампула, вшиваемая против алкоголизма.
Добрый день! Подскажите, пожалуйста, аргоноподобный пишется вместе или через дефис? И почему.
Ответ справочной службы русского языка
Верно слитное написание.
Добрый день!
Составляем текст для металлургической компании, в тексте использованы слова — попартийно (т.е. разложены по партиям) и поплавочно (т.е. разложены по разновидностям плавки). Слова являются своеобразным профессиональным жаргоном — т.е. изменить их на другие нельзя.
Вопрос — правильно ли слитное написание слов : попартийно и поплавочно, или же правильное написание у этих слов иное?
Большое спасибо за ответ. Желаем удачи Вам и Вашему сайту.
Ответ справочной службы русского языка
Корректно слитное написание (это регулярная словообразовательная модель).
Устройство обеспечивает различные виды сварки, в том числе аргонодуговую — непрлавящимся электродом, и механизированную дуговую — стальной проволокой…
Проверьте, пожалуйста, пунктуация. Смущает запятая после «электродом».
Спасибо
Ответ справочной службы русского языка
Предпочтительная пунктуация: _Устройство обеспечивает различные виды сварки, в том числе аргонодуговую (неплавящимся электродом) и механизированную дуговую (стальной проволокой)_…
TIG — наиболее известное у нас европейское обозначение аргонодуговой или аргонной сварки, сложившееся из начальных букв английских терминов Tungsten (вольфрам) Inert (инертный) Gas (газ). Вольфрам — это металл, из которого изготавливается неплавящийся электрод. Инертный газ — это химически неактивный газ, который защищает cварку от вредного воздействия окружающего воздуха и обеспечивает ионизацию дугового промежутка, необходимую для горения дуги. В немецком варианте эти же термины передаются аббревиатурой WIG. Американская версия названия выражает суть процесса наиболее полно: Gas Tungsten Arc Welding — газово-вольфрамовая дуговая сварка (GTAW). В России эта сварочная технология имеет собственные обозначения: ИН и ИНп сварка. Маркировка ИН говорит о том, что процесс производится в среде инертного газа неплавящимся электродом. ИНп указывает на использование присадочного материала.
По сути, технология TIG соединила в себе лучшие свойства электродуговой и газовой сварки. Специалисты используют такое определение TIG: дуговая сварка неплавящимся электродом в среде защитного газа.
В обиходе сварщиков встречается также сочетание аргонодуговая (аргонная) сварка или просто сварка с аргоном, что связано с названием самого распространенного в сварочном процессе инертного газа. Но стоит уточнить, что инертные газы (в том числе аргон) используются не только в TIG-, но и в MIG-сварке. Принципиальная разница состоит в том, что в технологии МIG используется плавящийся электрод.
Итак, две главные «фишки» именно TIG-сварки — это защитная газовая среда и неплавящийся электрод.
Описание процесса
Аппарат для TIG-сварки оснащен горелкой, в которую помещается электрод и подается защитный газ. Неплавящийся электрод представляет собой тонкий длинный вольфрамовый стержень, температура плавления которого выше температуры сварочной дуги. Он является проводником тепловой энергии. Дуга зажигается между электродом и металлом и горит в среде защитного газа, который подается по корпусу горелки. Поскольку электрод не плавится, сварной шов образуется за счет тонкого плавления кромок соединяемых заготовок. Для укрепления стыка иногда добавляют присадочный материал — прут или проволоку из того же металла, что и свариваемые детали.
Присутствие инертного газа в зоне сварки защищает сварочную ванну от других газов и примесей, что позволяет соединять трудносвариваемые и тонколистовые металлы. В качестве защиты используются два природных инертных газа — аргон и гелий. Эти элементы обладают разными свойствами. Например, аргон тяжелее воздуха, а гелий, наоборот, значительно легче. Поэтому в чистом виде гелий применяется редко, при необходимости используется смесь этих газов в разных пропорциях.
Аргон, давший технологии свое название, не случайно занимает ведущую позицию в сварке. Он тяжелее воздуха, поэтому легко вытесняет его из зоны сварки, надежно защищая дугу, электрод и сварочную ванну от окисления. Он легко ионизируется, что увеличивает эластичность дуги. Аргоновая защита позволяет увеличить температуру горения. В зависимости от типа металлов используют различные смеси аргона и гелия с другими газами (водородом, азотом, кислородом).
Технологические особенности TIG-сварки
После поджига дуги, ток сварки в течение установленного времени нарастает до заданного значения. Это время, в течение которого при ручной сварке мастер успевает привести горелку в нужное положение. Период нарастания тока увеличивает срок службы электрода, а также позволяет нормально сформировать сварочную ванну и начать сварку.

Процесс TIG может проходить в импульсном режиме, что облегчает сварку на малых токах. Этот режим необходим для контроля тепловложения в сварной шов или для сварки без присадки. При этом варить можно как на постоянном, так и на переменном токе.
Сварку TIG можно выполнять за счет оплавления кромок свариваемых заготовок. Для соединения тонких деталей нет необходимости в поперечных колебаниях. Горелку аккуратно ведут вдоль линии стыка, тогда шов получается максимально тонким и гладким. Небольшие поперечные движения необходимы тогда, когда требуется расширить границы соединения или закрыть зазор.
Для усиления конструкции применяются присадочные прутки. Благодаря этому можно увеличить высоту валика, добавив соединению прочности. При необходимости можно наплавлять металл, чтобы закрыть каверны, неровности и пр. с последующей шлифовкой детали.
Преимущества технологии TIG
- локализация нагрева позволяет избежать деформации соединяемых деталей;
- поскольку электрод не плавится, легче контролировать длину дуги;
- можно регулировать высоту шва путем использования присадочного материала или отказа от него;
- тонкий вольфрамовый стержень позволяет создавать ровный аккуратный шов;
- поскольку шлаковая корка не образуется, нет необходимости в постобработке шва;
- нет брызг от плавящегося металла.
Что необходимо учесть
- процесс работы идет медленнее, чем при других видах дуговой сварки;
- требуется тщательная подготовка металла;
- при использовании присадки нужно контролировать подачу прута или проволоки в сварочную зону;
- помнить о необходимом количестве инертного газа для намеченной сварки;
- иметь электроды нужного диаметра.
Зачем нужна TIG-сварка
Использование защитной газовой среды позволяет варить сплавы магния и алюминия, нержавеющую, легированную, углеродистую сталь, медь и титан. Метод TIG успешно используется для сварки разнородных материалов, например, углеродистой стали и нержавейки, меди и латуни и т. п.
Аргонодуговая сварка — единственный способ соединения очень тонких деталей, особенно из цветных металлов. Поэтому она незаменима при ремонте инструментов и приборов, в первую очередь из алюминия и магния.

Замечательная особенность этого вида сварки — высокое качество шва, стойкого к коррозии и механическим повреждениям. Соединения, полученные по методу TIG, востребованы в судостроении, автопроме, авиации, ракетостроении. Аппаратом TIG-сварки можно с равным успехом варить трубы, выполнять кузовной ремонт или создавать изящные металлические изделия.
Виды TIG-сварки
Сегодня технологию TIG можно представить в следующих видах.
Ручная аргонодуговая сварка
Предполагает управление всем процессом вручную. Одной рукой сварщик перемещает горелку, другой подает в зону сварки присадку. Этот вид TIG-сварки по-прежнему применяется как для изготовления сверхсложных конструкций, так и для решения простых бытовых задач. Он требует достаточного опыта и времени. Зато полученное в результате соединение порадует и внешним видом, и надежностью. Классическая ручная сварка с аргоном очень распространена в частной практике и на небольших производствах.
Механизированная TIG-сварка
Предполагает автоматическую подачу присадочной проволоки в зону сварки. Для этого понадобится:
- подсоединить к сварочному аппарату блок подачи присадочной проволоки;
- установить сопло подачи присадочной проволоки на сварочную горелку.
В результате этих преобразований сварщик будет управлять вручную только горелкой, что существенно облегчит его работу и ускорит процесс.
Автоматическая и роботизированная
TIG-сварка требует участия только оператора. Такие процессы совершаются с помощью специальных сварочных станков и используются, как правило, на производстве.
Оборудование для TIG-сварки
В качестве источника питания для сварки с аргоном, как правило, используются выпрямители или инверторы, подключаемые к сети 220 или 380 V. Это должно быть устройство, позволяющее использовать инертный газ и вольфрамовые электроды.
В настоящее время наиболее востребованы инверторные сварочные аппараты. Это компактные, облегченные модели, снабженные электронным блоком управления. Они формируют идеальные выходные характеристики тока для любого режима сварки. Инверторные аппараты, предназначенные для TIG-сварки, могут быть:
- специализированные (с маркировкой TIG);
- совмещающие два сварочных режима (МIG+TIG, ММА+TIG);
- универсальные полуавтоматы (MMA, TIG, MIG/MAG).
TIG-сваркой можно работать в режиме как постоянного (DC), так и переменного тока (AC). На постоянном токе свариваются стали, нержавейка, медь и титан. Для работы с алюминием и сплавами магния потребуется переменный ток, разрушающий оксидную пленку. Поэтому при необходимости выполнять TIG-сварку без ограничений по видам металлов используют сварочные инверторы с маркировкой AC/DC, которые могут работать в разных токовых режимах.

Рабочим инструментом в технологии TIG является сварочная горелка. В ней закрепляется неплавящийся электрод, через нее поступает сварочный ток и подается защитный газ. При механизации процесса горелка будет еще и носителем присадочной проволоки.
Часто сварочная горелка идет в комплекте с аппаратом TIG-сварки, но более сложные и дорогие модели нужно приобретать отдельно. От конструкции горелки во многом зависят возможности сварки. На сегодняшний день производители предлагают разные виды этого инструмента:
- с воздушным или водяным охлаждением,
- с подачей газа через диффузор или через газовую линзу,
- с регулировкой или без регулировки сварочного тока,
- с жесткой или гибкой головкой.
Обязательными для аргонной сварки также являются:
- газовые баллоны с редукторами и манометрами;
- шланги;
- набор вольфрамовых электродов;
- присадочный материал;
- средства защиты.
Как выбрать аппарат для сварки с аргоном
Помимо промышленных, аппараты для TIG-сварки могут быть профессионального или бытового класса, которые отличаются по мощности и функциональным возможностям. Поэтому при выборе сварочного оборудования стоит обратить внимание на его класс и на наличие соответствующей маркировки. Это сразу снимет многие вопросы о параметрах сварки. При этом нужно учесть:
- С каким материалом предстоит работать. Если в числе разных видов металлов планируется сварка алюминия, магния и их сплавов, то стоит приобретать аппарат с возможностью переключения токовых режимов (AC/DC).
- Аргонодуговая сварка металлоконструкций определенной толщины доступна в соответствующем диапазоне сварочного тока. Соответственно:
- если в основном придется варить металл толщиной до 6 мм, то подойдет сварочный инвертор TIG с током до 200 А;
- для сварки алюминия толщиной 6 мм потребуется сила тока больше 200 А;
- для работы с нержавейкой толщиной до 1 мм и алюминием до 5 мм подойдет аппарат с диапазоном силы тока от 5 до 200 А
- для сварки тонких металлов стоит обратить внимание на аппараты, способные работать в импульсном режиме;
- при необходимости решать широкий диапазон сварочных задач лучше отдать предпочтение аппарату с максимальным функционалом.
- Насколько интенсивно предполагается использовать сварочный аппарат. Если планируется регулярная сварка в загруженном режиме, скорее всего понадобится горелка с водяным охлаждением.
- Наличие навыков работы с оборудованием для аргонной сварки. Начинающему сварщику освоить технологию TIG поможет аппарат с функциями, упрощающими настройку аппарата и контролирующими рабочий процесс.
- Характеристики рабочей зоны для установки всех компонентов оборудования для сварки с аргоном: площадь, проветриваемость, возможности электросети, уровень влажности и пр.
Заключение
Технология TIG соединила в себе лучшие свойства электродуговой и газовой сварки. Аргонодуговая сварка ― процесс трудоемкий и медленный, но в результате получается шов практически ювелирного качества. Метод часто применяется в тех случаях, когда важен и эстетический вид соединения, и его способность выдерживать высокие нагрузки.
Для выполнения аргонодуговой сварки требуется устройство, позволяющее использовать инертный газ и вольфрамовые электроды. Как правило, в информации к аппарату на это указывает наличие маркировки TIG. В нашем магазине вы сможете легко подобрать подходящую именно вам модель.
Аргонодуговая сварка относится к виду сварки плавлением

Аргонно-дуговая сварка — способ сварки применимый для сваривания металлов с использованием электрической дуги и газа (аргона).
Электрическая дуга плавит металл свариваемой детали, а также присадочный пруток, формируя шов.
Газ Аргон – инертный газ, играет роль изолятора, препятствующего попаданию кислорода и других газов, взаимодействующих со сварочной ванной.
При попадании в место сваривания металлов кислород вызывает сильное окисление, влияя на качество шва, а некоторые металлы и вовсе могут возгораться от такой реакции.
Благодаря своей инертности аргон сам не вступает в реакции и не дает кислороду реагировать с металлом в сварочной ванне, именно поэтому газ подается до розжига дуги и после окончания сваривания продолжает подаваться некоторое время.
- Некоторые виды металлов не могут быть сварены обычной сваркой.
- В случае использования обычных электродов шов получается не прочным и не может обеспечить плотного соединения.
- Для цветных металлов, легированной стали и сплавов требуется Аргонно-дуговая сварка.
Сварка плавлением разделяют на сварку плавящимся и не плавящимся электродом.
Аргонодуговая сварка это сварка не плавящимся электродом.
В качестве электрода применяют вольфрамовые стержни. Они имеют различный диаметр.

При аргонодуговой сварке вольфрамовые электроды выбирают от толщины металла.
Вольфрам относят к тугоплавким металлам.
Поэтому, назначение вольфрамовых электродов — в зажигании и поддержании сварочной дуги.

Газы (АРГОН )защищают сварочную зону от воздействий окружающей среды.
И так же алюминий, титан, никель подвержены окислению.
Применение газов защищает их от окислительных процессов.
В аргонодуговой сварке применяют инертные газы: аргон, гелий и их смеси.
Основным газом считают аргон. Поэтому, сварка получила название аргоно—дуговая сварка.
Аргон производят трех сортов:
Сорт аргона, для аргонодуговой сварки, зависит от содержания (%) в нем чистого аргона.
Для разного вида стали, применяют различный сорт аргона. Аргон поставляют в баллонах.
==================================================
НОРМАТИВНЫЕ ДОКУМЕНТЫ лля Аргоно-дуговой сварки.
ГОСТ 5.917-71
Горелки ручные для аргонодуговой сварки;
ГОСТ 14771-76
Дуговая сварка в защитном газе. Соединения сварные;
ГОСТ 18130-79
Полуавтоматы для дуговой сварки плавящимся электродом;
ГОСТ 14806-80
Дуговая сварка алюминия и алюминиевых сплавов в инертных газах. Соединения сварные. Основные типы, конструктивные элементы и размеры;
ГОСТ 2246-70
Проволока стальная сварочная.
ГОСТ 23949-80
Электроды вольфрамовые сварочные неплавящиеся;
ГОСТ 10157-79
Аргон газообразный и жидкий
ГОСТ 7871-75
Проволока сварочная из алюминия и алюминиевых сплавов;
ГОСТ 13821-77
Выпрямители однопостовые с падающими внешними характеристиками для дуговой сварки.
Электрическая часть аргонодуговой сварки, предназначена для образования сварочной дуги и ее параметров.

Основным элементом является источник питания (сварочный аппарат)
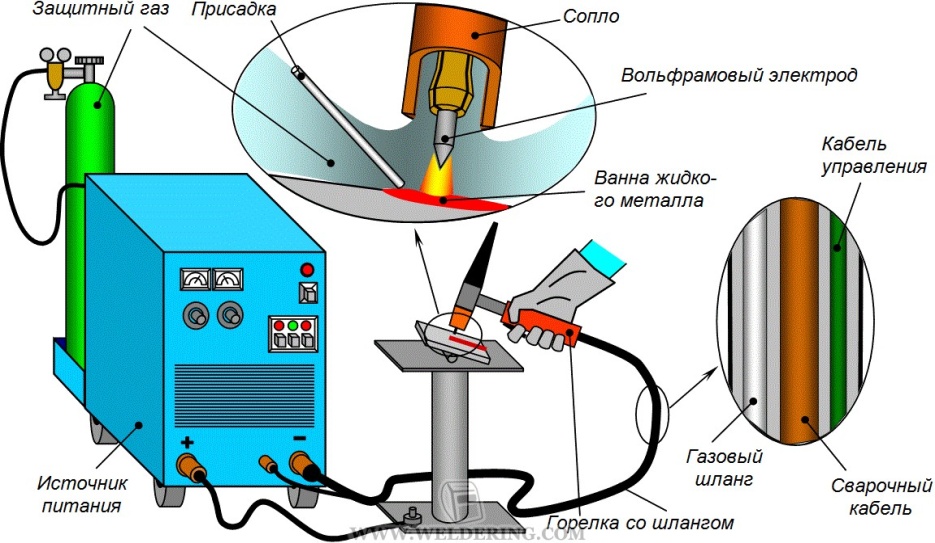
На нем выставляют силу и напряжение сварочного тока.
Основным рабочим органом аргонодуговой сварки есть газоэлектрическая сварочная горелка.
В горелку, вставляют вольфрамовый электрод

И подают аргон из баллона.


Аргон подается по резиновым шлангам.
Электрод из вольфрама, закрепляют механическим способом. Так же, в сварочную горелку кабелями подают ток.
Рабочий процесс аргонодуговой сварки состоит в том, что сварщик нагревает электрической дугой кромки свариваемых деталей.
Затем, подносит сварочную проволоку и расплавляет ее и кромки до получения сварного шва.

Сварочную проволоку, (присадку) для аргонодуговой сварки, подбирают по составу свариваемой марки и вида стали.
Сварщик нарезает ее, для удобства, по размерам сварочного шва.
На производстве сварочную проволоку называют присадкой. Она должна быть без ржавчины и обезжирена.
Используют аргонодуговую сварку не только для цветных металлов, но для нержавеющих и углеродистых сталей.
Аргонная (аргонодуговая) сварка – технология, принцип работы, обрудование
Аргонная сварка — это распространенная технология, которая чаще всего используется, когда необходимо выполнить соединение деталей из алюминия, а также его сплавов.
Аргонодуговая сварка представляет собой оптимальную технологию при необходимости соединения алюминиевых деталей, так как данный газ (Аргон) эффективно защищает сварочную ванну, а также расплавленный присадочный материал от негативного воздействия кислорода, содержащегося в окружающем воздухе.

Как известно, «варить алюминий» очень проблематично именно по причине того, что на поверхности данного металла при его контакте с кислородом формируется оксидная пленка, отличающаяся значительной температурой плавления.
Аргонодуговая сварка как раз и дает возможность эффективно защищать поверхность соединяемых деталей, а также сварочной ванны от негативного воздействия кислорода.
Аргон, благодаря своим характеристикам, полностью вытесняет кислород из зоны выполнения сварки, из-за чего данный процесс протекает максимально эффективно.

Сварка в среде аргона успешно используется не только при работе с деталями из алюминия, но и с изделиями из других металлов: чугуна, нержавеющей стали, титана, меди, серебра, золота и др.
Основными причинами, по которым сварка по подобной технологии пользуется большой популярностью, являются следующие:
высокое качество формируемых сварных соединений, в швах которых отсутствуют поры и посторонние примеси;
при осуществлении такой сварки соединяемые детали нагреваются очень незначительно, что минимизирует риск их деформации;
скорость аргонной сварки, благодаря высокой температуре сварочной дуги, достаточно высока, что делает данную технологию очень эффективной и экономичной;
шов, получаемый при осуществлении аргонной сварки, отличается равномерной глубиной проплавления;
по данной технологии можно эффективно выполнять сварку деталей из таких металлов, которые другими методами сварки не соединяются.
Аргонодуговая сварка дает возможность получать аккуратные и красивые сварные швы, что имеет большое значение во многих ситуациях
 .
.
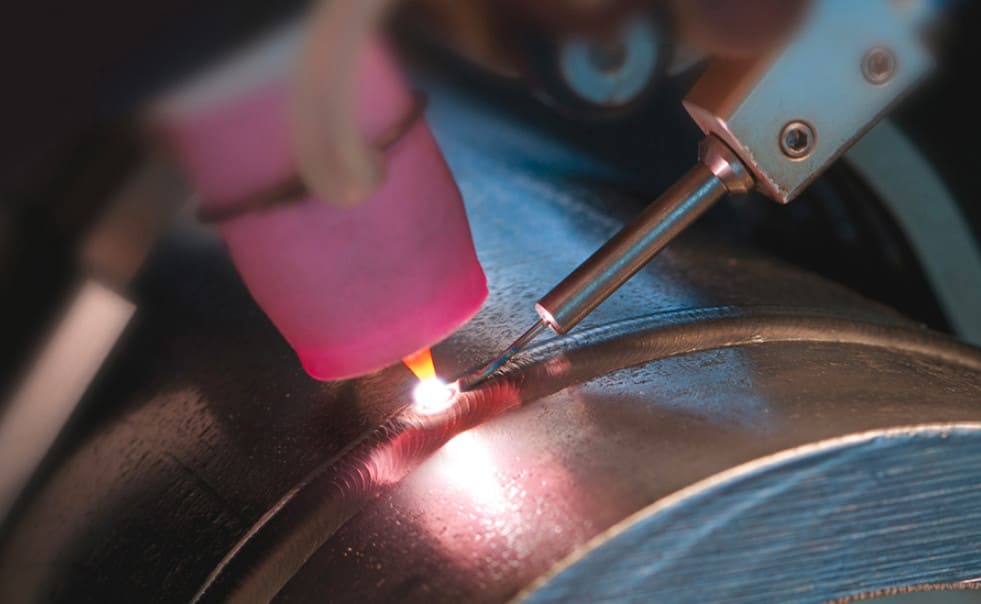
Выполненное посредством аргонной сварки соединение фланца с трубой из нержавеющей стали
Технологические особенности сварки Аргоном
Технология выполнения аргонной сварки предполагает использование неплавящегося электрода, который изготавливается из вольфрама.
Данный металл обладает характеристиками:
— температура его плавления составляет 3410 градусов
— кипения — 5900 градусов, и даже пребывая в раскаленном состоянии, он сохраняет свою исключительную твердость.
(что важно, при выполнении одного метра сварного шва расходуется всего несколько сотых долей грамма вольфрама)
Стойкость неплавящихся электродов, выполненных из вольфрама, становится еще выше, если — легировать данный материал оксидами редкоземельных металлов: церия, лантана, иттрия, тория, циркония и др.
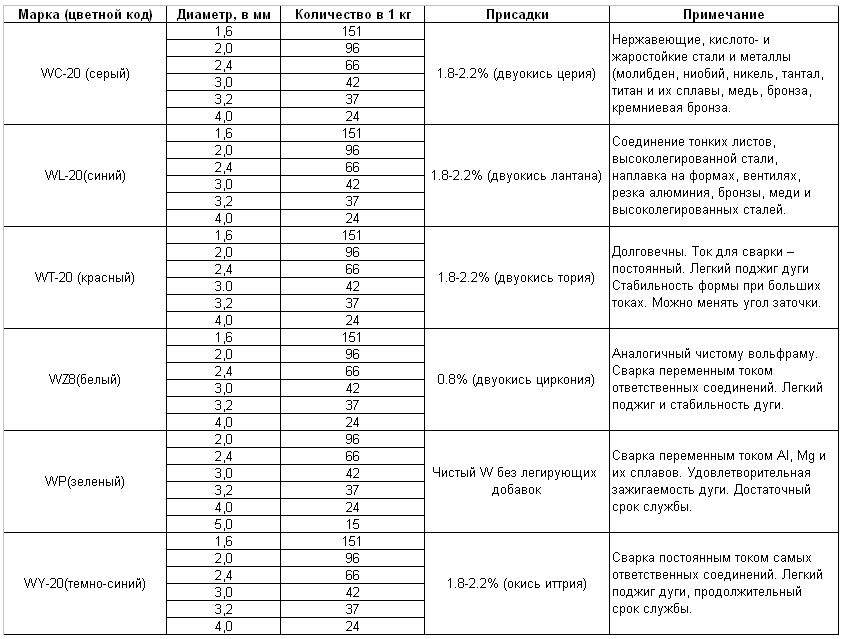
МАРКИРОВКА
Буквенная часть маркировки — состав электрода.
Первой буквой всегда является – W, вольфрам.
Вторая буква — оксид какого химического элемента входит в состав электрода.
Основные легирующие оксиды имеют обозначения:
C (Ce церий) оксид церия
Z (Zr цирконий) оксид циркония
L (La лантан) оксид лантана
T (Th торий) оксид тория
P (иногда не указывается) чистый вольфрам без добавок
Число, следующее за буквенным обозначением, показывает — каков процент добавки в составе электрода в десятых долях процента.
Например, 20 означает, что в составе электрода содержится около 2% легирующего оксида.
Также, через дефис в маркировке электрода, может быть указано еще одно число оно означает длину в миллиметрах.
(175 мм наиболее распространенный размер)
По диаметру:
1,0 мм, 1,6 мм, 2,0 мм, 2,4 мм, 3,0 мм, 3,2 мм, 4,0 мм, 4,8 мм, 5,0 мм, 6,0 мм, 6,4 мм.
Цветовые отметки соответствуют определенным маркам:

зеленый WP (чистый вольфрам)
серый WC 20 (с оксидом церия 2%)
черный WL 10 (с оксидом лантана 1%)
золотой WL 15 (с оксидом лантана 1,5%)
синий WL 20 (с оксидом лантана 2%)
белый WZ 8 (с оксидом циркония 0,8%)
желтый WT 10 (с оксидом тория 1%)
красный WT 20 (с оксидом тория 2%)
фиолетовый WT 30 (с оксидом тория 3%
)
оранжевый WT 40 (с оксидом тория 4%)
WT 30 и WT 40 — торий является радиоактивным элементом.
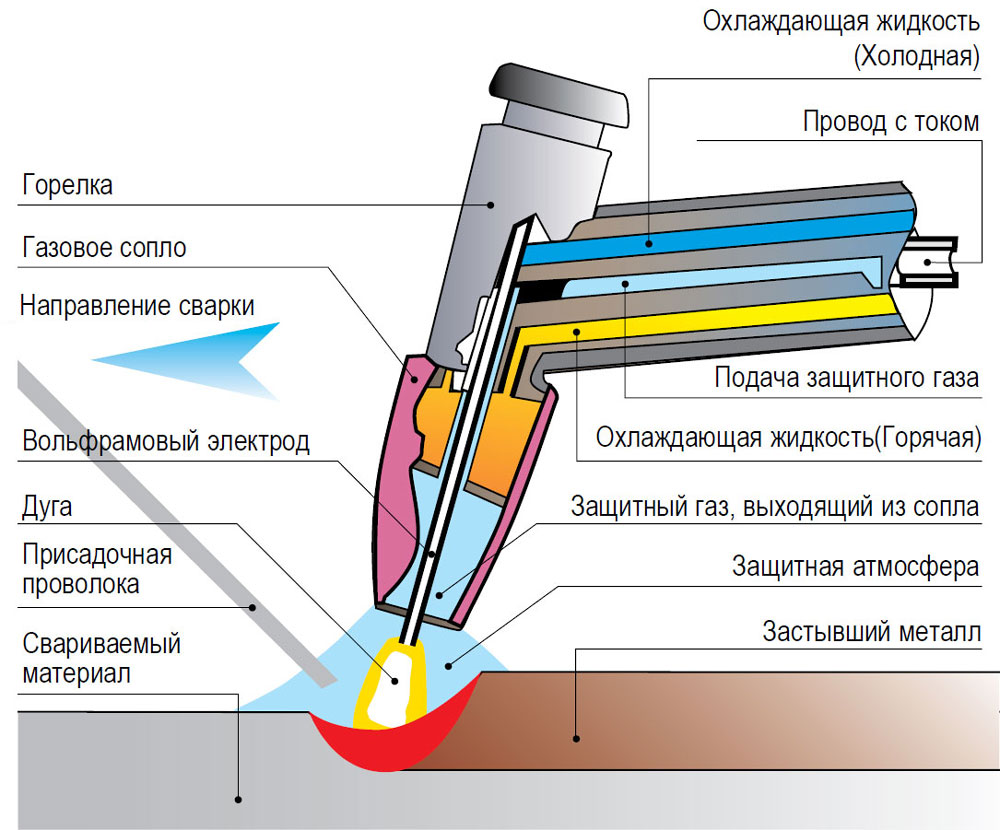
Электрод из вольфрама располагается в центре керамического сопла, через которое в зону выполнения сварочных работ подается защитный газ.

Параметры вольфрамовых электродов
Принцип выполнения сварочных работ, предполагающих использование неплавящегося электрода и защитного газа, заключается в следующем:
• К соединяемым деталям, как и при выполнении обычной дуговой сварки, подключается масса (обратный провод).
• Если выполняется ручная аргонодуговая сварка, то сварщик в правой руке удерживает горелку с неплавящимся электродом, а в левой — присадочный материал, из которого и формируется сварной шов.

- При нажатии кнопки на держателе между вольфрамовым электродом и поверхностью соединяемых деталей зажигается электрическая дуга, которая обеспечивает плавление кромок соединяемых деталей и присадочного материала.
- Такая дуга, по сути, является основным инструментом, используемым при выполнении аргонной сварки.
- В отличие от принципа выполнения обычной электросварки, соединение деталей из алюминия при помощи вольфрамового электрода и присадочного прутка не предполагает совершение прутком поперечных движений, а только выполняемых в продольном направлении.
- В качестве присадочного используется металл, по своему химическому составу максимально соответствующий составу материала, из которого изготовлены соединяемые детали.
- Основным назначением такого материала является — заполнение зазора между соединяемыми деталями и, соответственно, формирование сварного шва.
- Тепловая энергия, которая необходима для плавления кромок соединяемых деталей и присадочного материала, формируется при помощи электрической дуги, горящей между электродом и поверхностью соединяемых деталей.
- Зона сварки, в которую нельзя допускать поступления азота и кислорода из окружающего воздуха, защищается при помощи аргона, вытесняющего данные газы из рабочей области.
Оборудование для сварки

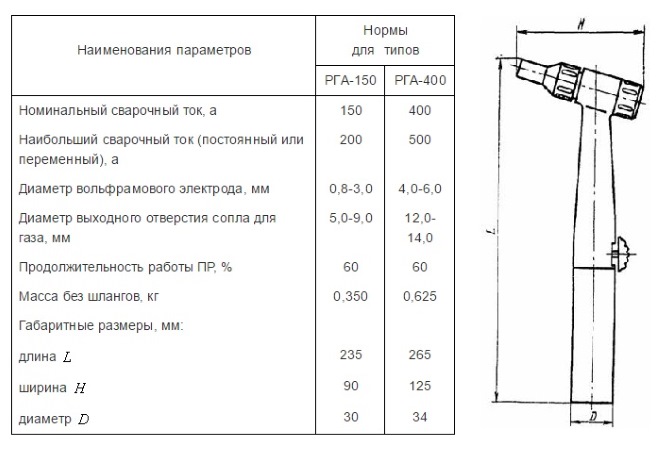
Габаритные размеры и технические параметры горелок должны соответствовать требованиям стандарта
Наиболее распространенными моделями горелок, выпускаемых в соответствии с требованиями данного ГОСТ, являются РГА-150 и РГА-400.
Первые могут использоваться со сварочными токами со значением до 200А, у них естественное охлаждение, а диаметр электродов, с которыми они способны работать, находится в пределах 0,8–3 мм.
Горелки второго типа, согласно требованиям ГОСТ, могут работать со сварочными токами до 500А, они отличаются водяным охлаждением, а электроды, использующиеся вместе с ними, имеют диаметр 4–6 мм.
Требования данного ГОСТ также оговаривают параметры горелок, которые изготавливаются из керамических материалов.
Сопла, могут иметь различную форму:
— цилиндрическую,
— коническую,
— профилированную.
При выполнении аргонной сварки внутри помещений, где нет ветра, используют горелки конической и цилиндрической формы и небольшого диаметра.
Если сварка выполняется на открытом воздухе, то применяют профилированное или цилиндрическое сопло, диаметр выходного отверстия у которого увеличен.
Также имеется и удлиненный тип горелок, используемых в том случае, если аргонную сварку выполняют в труднодоступных местах.
Сварка с использованием пульсирующего тока.
В тот момент, когда импульс тока поступает в зону сварки, кромки соединяемых деталей и присадочный материал расплавляются, а в паузах между такими импульсами они кристаллизуются.
Такие импульсы при помощи автоматизированной системы управления сварочным аппаратом синхронизируются с перемещением сварочной дуги, что и обеспечивает формирование качественного соединения.
Кроме того, воздействие на соединяемые детали короткими импульсами сварочного тока исключает риск их перегрева и, как следствие, последующего коробления.
Среди современного оборудования, используемого для выполнения сварки в среде защитного газа, следует отметить модели, где реализована функция подогрева присадочной проволоки перед ее подачей в сварочную зону.
Такая опция позволяет получать качественные и надежные сварные соединения.

Такое усовершенствование позволяет не только выполнять аргонную сварку с высокой скоростью, но и получать при этом качественные сварные соединения.
Технология аргонодуговой сварки
Перед выполнением аргонной сварки поверхности соединяемых деталей следует тщательно очистить от загрязнений, масла, жировых пятен, оксидной пленки.
Для совершения такой очистки используются органические растворители, а оксидную пленку удаляют при помощи металлической щетки или шлифовальной машинки.
Прежде чем зажечь сварочную дугу, необходимо включить подачу защитного газа, что выполняется за 7–10 секунд до начала процесса.
Также после окончания сварки необходимо подождать несколько секунд (5–7) и только после этого выключить подачу газа.
Неплавящийся электрод при выполнении аргонной сварки располагается как можно ближе к поверхности соединяемых деталей, что обеспечивает высокую стабильность электрической дуги и качественный проплав кромок соединяемых деталей.
Поперечные движения присадочной проволокой не совершаются, она двигается только вдоль будущего сварного шва.
Присадочную проволоку перемещают впереди горелки.
Чтобы кратер сформированного сварного шва отличался высокой надежностью, его заваривают при пониженной силе тока, для чего используют реостат.
Выполняя аргонную сварку, крайне важно следить за тем, чтобы электрод и присадочная проволока не выходили за пределы зоны действия защитного газа.
Если пренебречь этим требованием, то можно столкнуться с тем, что сварной шов будет выполнен некачественно.
Сварка алюминия
https://dispace.edu.nstu.ru/didesk/course/show/10503/1