Всего найдено: 9
Как правильно писать прилагательные, образованные от аббревиатур? ПТУшник, птшушник, пэтэушник? ДПСник? КВНщик? МГУшник?
Ответ справочной службы русского языка
Правильно: пэтэушник, кавээнщик, эмгэушник и т. д. Так же пишутся прилагательные, например: эсэнгэвский (от СНГ), кабэшный (от КБ), гэпэушный (от ГПУ).
Добрый день!
Вопрос связан с написанием слов, часто употребляемых в сфере переработки отходов:
Есть полиэтилентерефталат (сокращенно ПЭТ), полиэтилен низкого давления (ПНД), полиэтилен высокого давления (ПВД). Вопрос в том, как пишутся следующие слова:ПЭТ-бутылка или ПЭТ бутылка?
ПЭТ-хлопья или ПЭТ хлопья?
ПНД-гранулят или ПНД гранулят?
ПВД-гранулят или ПВД гранулят?Спасибо!
Ответ справочной службы русского языка
Пишутся через дефис сложные слова с первой частью – буквенной или звуковой аббревиатурой: ПЭТ-бутылка, ПЭТ-хлопья, ПНД-гранулят, ПВД-гранулят.
Здравствуйте! Подскажите, пожалуйста, как пишется «ПЭТ бутылка» — через дефис или в два слова?
Ответ справочной службы русского языка
Корректно: ПЭТ-бутылка. Пишутся через дефис сложные слова с первой частью – буквенной или звуковой аббревиатурой.
Здравствуйте! Есть такая пластиковая тара — ПЭТ-тара. Правильно ли писать ПЭТ прописными буквами? Всё-таки это сокращение одного слова — полиэтиле́нтерефтала́т.
Ответ справочной службы русского языка
Написание аббревиатуры прописными буквами корректно.
Добрый день еще раз,
спасибо огромное за ответ по поводу вуза.
не будет ли наглостью с моей стороны попросить объяснить — почему и давно ли?
потому что в нашем отделе поселилось сомнение.
да и чтобы запомнить уже навсегда.
т.е. первое сравнение — ПТУ и вуз — в чем разница?
Спасибо огромное за внимание!
Ответ справочной службы русского языка
Разница прежде всего в том, что ПТУ – буквенная аббревиатура (т. е. читается по названиям букв: [пэтэу]), а вуз – звуковая (т. е. читается не по названиям букв – [вэузэ] – а как обычное слово). Впрочем, подавляющее большинство аббревиатур – и буквенных, и звуковых – пишутся прописными буквами. Строчными буквами пишутся только некоторые (немногие) звуковые аббревиатуры, давно существующие в языке и воспринимаемые уже не как аббревиатуры, а как обычные слова: вуз, втуз, дот (от долговременная огневая точка), дзот. Отдельные звуковые аббревиатуры могут писаться и прописными, и строчными буквами: ЗАГС и загс. Отдельные буквенные аббревиатуры могут писаться двояко – по буквам и по их названиям: БТР и бэтээр. В случае возникновения сомнений следует обращаться к орфографическому словарю.
Из истории: традиции написания аббревиатуры вуз строчными буквами – уже более полувека. В «Справочнике по орфографии и пунктуации для работников печати» К. И. Былинского и Н. Н. Никольского (М., 1952) читаем: «…Сложные сокращенные слова, обозначающие нарицательное имя и читаемые не по названиям букв, а как обычные слова, пишутся строчными буквами: вуз, вузы, нэп, при нэпе и др.».
как правильно: пэчворк или пэтчворк?
Ответ справочной службы русского языка
Пока что это слово не фиксируется словарями. «Правильного» варианта нет.
На каком слоге правильно поставить ударение в фамилии Майков Василий Иванович?
Ответ справочной службы русского языка
Фамилия пэта — Майков.
Добрый день! Верно ли написание «ПЭТФ-бутылка», «ПЭТФ-отходы», «ПЭТФ-гранулят»? Какое правило регулирует написание подобных образований?
Ответ справочной службы русского языка
Пишутся через дефис сложные слова с первой частью – буквенной или звуковой аббревиатурой. См. полный академический справочник «Правила русской орфографии и пунктуации» («Эксмо», 2006).
Как правильно (и почему):
«пресс-форма» или «пресс форма»,
«пэт-тара» или «пэт тара»?
Ответ справочной службы русского языка
Правильно: _пресс-форма_ (см. http://spravka.gramota.ru/pravila.html?def_2.htm [«Правила: новые и старые»], параграф 79); _ПЭТ-тара_ (так как первая часть — аббревиатура).

ПЭТ — термопластичный материал, ставший востребованным за абсолютно небольшое время. Его применяют для изготовления многих бытовых товаров. Особенной популярностью он пользуется для прессования тары для пищевой промышленности. В ней хорошо хранятся как газированные, так и негазированные напитки.
Искусственные полимеры нашли многообразное применение в промышленности. Они прочные и легкие, износостойкие, удобные для транспортировки.
Что такое ПЭТ?
ПЭТ — самый известный полимерный термопластик. Аббревиатура расшифровывается как полиэтилентерефталат. Поэтому правильнее писать ПЭТФ. Запатентован английскими учеными в 1941 и 1943 годах. Российский аналог был создан в Советском Союзе в Лаборатории высокомолекулярных Соединений при Академии наук и получил название лавсан. В текущее время полимер называют ПЭТФ, а продукцию из него — ПЭТ.
Особенности ПЭТ
ПЭТ представляет собой гранулы или хлопья диаметром до 3 мм. Это полуфабрикат для дальнейшего производства текстильного волокна, пленки, преформ для бутылок и т.д. Для изменения температурной устойчивости, цвета, пластичности и жесткости к полимеру добавляют комплексные добавки.
Варьируя нагрев и охлаждение, удается изменять аморфное состояние пластика и превращать его в различные детали оборудования и промышленные изделия. Таким же образом меняются и светопропускные качества материала, он может быть матовым, прозрачным, цветным (если добавить красители).
ПЭТ имеет высокую устойчивость ко многим химическим жидкостям (бензин, спирт, эфир). Он не растворяется в воде. Чтобы растворить во многих органических растворителях (анилин, бензиловый спирт, пиридин, хлороформ и др.), приходится нагревать их до 40 –150°С. Полимер может перерабатываться по различным методикам, оставаясь неизменно прочным. На него легко наносить маркировку или цветную печать.
Сейчас в тару из ПЭТ разливают не только газированные, безалкогольные напитки, но и алкогольные, пиво, молочную продукцию.
СПРАВКА. При литье бутылок приходится изготовлять горлышко, подходящее каждому виду продукта. Связано это с тем, что жидкости обладают разными свойствами. Чтобы не облиться, открывая пивную бутылку, необходимы специальные углубления. Они помогают удалению лишнего углекислого газа в момент вскрытия. Для спокойного переливания молока требуется более широкое горлышко.
Продукцию косметической, фармацевтической и химической промышленности также удобно затаривать во флаконы из полиэтилентерефталата. Полимер нашел применение в медицине при изготовлении операционных нитей, искусственных связок и сухожилий, пленок для рентгеновских снимков, автомобильных шин, кино- и фотопленок.
Независимо от цели использования материал имеет много преимуществ:
- устойчив к химическим веществам;
- обладает жесткостью;
- разрушение начинается только при температуре около 300°С;
- ударопрочен в большом диапазоне температур (-75°С–+150°С);
- газо- и влагонепроницаем;
- при растяжении прочен к разрывам и проколам;
- не вызывает аллергических реакций у человека;
- не токсичен;
- легко прессуется и занимает небольшое пространство;
- легко поддается вторичной переработке.
При изготовлении ПЭТ бутылок применяются этиленгликоль и терефталевая кислота. Они безопасны для человека и окружающей среды. Это подтверждено итоговыми данными научных исследований, проводившихся в Университете Брешиа в Италии в 1994 году, Международном институте биологических наук в США в 2000 году, Аналитическом центре МНУ им. М.Ломоносова в 2011 году.
Исследованиями также было подтверждено, что при выпуске и переработке ПЭТ-продукции требуется меньше энергоресурсов, чем для бутылок и жестяных банок из стекла. Во время самого производства вырабатывается меньшее количество отходов и парникового газа. Это опять же свидетельствует в пользу экологичности полимера.
Отходы полиэтилентерефталат утилизируются с обычными бытовыми отходами на специальных площадках. Для их полного разложения необходимо около 150 лет. Поэтому лучшим вариантом признана переработка. ПЭТ-бутылки можно подвергать 100% вторичному использованию. Их сортируют, переплавляют и изготавливают новую продукцию: флекс и пеллеты.
Из флекса в дальнейшем изготавливают:
- волокна для ковровых изделий;
- ворс для уборочных машин и автомоек;
- ленту для упаковки;
- различные виды пленки;
- черепицу;
- тротуарную плитку.
Пеллеты отправляются для изготовления геотекстильной сетки, используемой при прокладке автомобильных трасс, и как искусственный наполнитель для спальных мешков.
ПЭТ как альтернатива ПНД/ПВД
ПНД — полимер высокой плотности, который в прежнее время использовался гораздо чаще, чем ПЭТ. Это было связано с влагоустойчивостью, жесткостью и невосприимчивости к большинству химических веществ. Специалисты добились того, чтобы ПЭТ обладал такими же качествами.
ПНД выпускается при низком давлении и способен принять любую форму. Но он плавится уже при 110–140°С, чем уступает ПЭТ.
ПВД изготавливается под высоким давлением, что требует повышенных финансовых и энергозатрат.
Производители ПЭТ учли все характеристики, которыми ПНД И ПВД привлекали потребителя, и повысили его эксплуатационные свойства.
В текущее время преимуществами ПЭД считаются:
- прочность, даже при высокой мощности удара;
- неподверженность микротрещинам;
- устойчивость к пониженным температурам;
- значительное понижение себестоимости изготовления;
- гигиеничность и безопасность;
- простая утилизация.
Ежегодно растущее производство ПЭТ-тары для использования в пищевой промышленности связано с простотой и удобством изготовления, экологичными технологией и использованием, легкостью, прочностью, возможностью вторичного использования после переработки.

|
|
|
|

|
|
| Names | |
|---|---|
| IUPAC name
poly(ethylene terephthalate) |
|
| Systematic IUPAC name
poly(oxyethyleneoxyterephthaloyl) |
|
| Other names
Terylene (trademark); |
|
| Identifiers | |
|
CAS Number |
|
| Abbreviations | PET, PETE |
| ChEBI |
|
| ChemSpider |
|
| ECHA InfoCard | 100.121.858 |
| UNII |
|
|
CompTox Dashboard (EPA) |
|
| Properties | |
|
Chemical formula |
(C10H8O4)n[1] |
| Molar mass | 10–50 kg/mol, varies |
| Density |
|
| Melting point | > 250 °C (482 °F; 523 K)[2] 260 °C[1] |
| Boiling point | > 350 °C (662 °F; 623 K) (decomposes) |
|
Solubility in water |
Practically insoluble[2] |
| log P | 0.94540[3] |
| Thermal conductivity | 0.15[4] to 0.24 W/(m·K)[1] |
|
Refractive index (nD) |
1.57–1.58,[4] 1.5750[1] |
| Thermochemistry | |
|
Heat capacity (C) |
1.0 kJ/(kg·K)[1] |
| Related compounds | |
|
Related Monomers |
Terephthalic acid Ethylene glycol |
|
Except where otherwise noted, data are given for materials in their standard state (at 25 °C [77 °F], 100 kPa).
Infobox references |
Polyethylene terephthalate (or poly(ethylene terephthalate), PET, PETE, or the obsolete PETP or PET-P), is the most common thermoplastic polymer resin of the polyester family and is used in fibres for clothing, containers for liquids and foods, and thermoforming for manufacturing, and in combination with glass fibre for engineering resins.[5]
In 2016, annual production of PET was 56 million tons.[6] The biggest application is in fibres (in excess of 60%), with bottle production accounting for about 30% of global demand.[7] In the context of textile applications, PET is referred to by its common name, polyester, whereas the acronym PET is generally used in relation to packaging.[citation needed] Polyester makes up about 18% of world polymer production and is the fourth-most-produced polymer after polyethylene (PE), polypropylene (PP) and polyvinyl chloride (PVC).[citation needed]
PET consists of repeating (C10H8O4) units. PET is commonly recycled, and has the digit 1 (♳) as its resin identification code (RIC). The National Association for PET Container Resources (NAPCOR) defines PET as: «Polyethylene terephthalate items referenced are derived from terephthalic acid (or dimethyl terephthalate) and mono ethylene glycol, wherein the sum of terephthalic acid (or dimethyl terephthalate) and mono ethylene glycol reacted constitutes at least 90 percent of the mass of monomer reacted to form the polymer, and must exhibit a melting peak temperature between 225°C and 255°C, as identified during the second thermal scan in procedure 10.1 in ASTM D3418, when heating the sample at a rate of 10°C/minute.»[8]
Depending on its processing and thermal history, polyethylene terephthalate may exist both as an amorphous (transparent) and as a semi-crystalline polymer. The semicrystalline material might appear transparent (particle size less than 500 nm) or opaque and white (particle size up to a few micrometers) depending on its crystal structure and particle size.
One process for making PET uses bis(2-hydroxyethyl) terephthalate,[citation needed] which can be synthesized by the esterification reaction between terephthalic acid and ethylene glycol with water as a byproduct (this is also known as a condensation reaction), or by transesterification reaction between ethylene glycol and dimethyl terephthalate (DMT) with methanol as a byproduct. Polymerization is through a polycondensation reaction of the monomers (done immediately after esterification/transesterification) with water as the byproduct.[5]
-
Young’s modulus, E 2800–3100 MPa Tensile strength, σt 55–75 MPa Elastic limit 50–150% Notch test 3.6 kJ/m2 Glass transition temperature, Tg 67–81 °C Vicat B 82 °C Linear expansion coefficient, α 7×10−5 K−1 Water absorption (ASTM) 0.16 Source[1]
Uses[edit]
-

-

-
A finished PET bottle
-

A PET bottle which has been heated by a candle and has recrystallized, making it opaque.
-

Polyester yarn
-
Microfiber towels and cleaning cloths
-

Aluminized Mylar balloons filled with helium






Textiles[edit]
Polyester fibres are widely used in the textile industry. The invention of the polyester fibre is attributed to J. R. Whinfield.[9] It was first commercialized in the 1940s by ICI, under the brand ‘Terylene’.[10] Subsequently E. I. DuPont launched the brand ‘Dacron’. As of 2022, there are many brands around the world, mostly Asian.
Polyester fibres are used in fashion apparel often blended with cotton, as heat insulation layers in thermal wear, sportswear and workwear and automotive upholstery.
Rigid packaging[edit]
Plastic bottles made from PET are widely used for soft drinks, both still and sparkling. For beverages that are degraded by oxygen, such as beer, a multilayer structure is used. PET sandwiches an additional polyvinyl alcohol (PVOH) or polyamide (PA) layer to further reduce its oxygen permeability.
Non-oriented PET sheet can be thermoformed to make packaging trays and blister packs.[11] Crystallizable PET withstands freezing and oven baking temperatures.[12]: 1378 Both amorphous PET and BoPET are transparent to the naked eye. Color-conferring dyes can easily be formulated into PET sheet.
PET is permeable to oxygen and carbon dioxide and this imposes shelf life limitations of contents packaged in PET.[13]: 104
Flexible packaging[edit]
Biaxially oriented PET (BOPET) film (often known by one of its trade names, «Mylar») can be aluminized by evaporating a thin film of metal onto it to reduce its permeability, and to make it reflective and opaque (MPET). These properties are useful in many applications, including flexible food packaging and thermal insulation (such as space blankets).
Photovoltaic modules[edit]
BOPET is used in the backsheet of photovoltaic modules. Most backsheets consist of a layer of BOPET laminated to a fluoropolymer or a layer of UV stabilized BOPET.[14]
PET is also used as a substrate in thin film solar cells.
Thermoplastic resins[edit]
PET can be compounded with glass fibre and crystallization accelerators, to make thermoplastic resins. These can be injection moulded into parts such as housings, covers, electrical appliance components and elements of the ignition system.[15]
Other applications[edit]
- A waterproofing barrier in undersea cables.
- As a film base.
- As a fibre, spliced into bell rope tops to help prevent wear on the ropes as they pass through the ceiling.
- Since late 2014 as liner material in type IV composite high pressure gas cylinders. PET works as a much better barrier to oxygen than earlier used (LD)PE.[16]
- As a 3D printing filament, as well as in the 3D printing plastic PETG.
- Film for tape applications, such as the carrier for magnetic tape or backing for pressure-sensitive adhesive tapes. Digitalization has caused the virtual disappeance of the magnetic audio and videotape application.
- Water-resistant paper.[17]
History[edit]
PET was patented in 1941 by John Rex Whinfield, James Tennant Dickson and their employer the Calico Printers’ Association of Manchester, England. E. I. DuPont de Nemours in Delaware, United States, first used the trademark Mylar in June 1951 and received registration of it in 1952.[18] It is still the best-known name used for polyester film. The current owner of the trademark is DuPont Teijin Films.[19]
In the Soviet Union, PET was first manufactured in the laboratories of the Institute of High-Molecular Compounds of the USSR Academy of Sciences in 1949, and its name «Lavsan» is an acronym thereof (лаборатории Института высокомолекулярных соединений Академии наук СССР).[20]
The PET bottle was invented in 1973 by Nathaniel Wyeth[21] and patented by DuPont.[22]
Physical properties[edit]

Sailcloth is typically made from PET fibers also known as polyester or under the brand name Dacron; colorful lightweight spinnakers are usually made of nylon.
PET in its most stable state is a colorless, semi-crystalline resin. However it is intrinsically slow to crystallize compared to other semicrystalline polymers. Depending on processing conditions it can be formed into either amorphous or crystalline articles. Its amenability to drawing makes PET useful in fibre and film applications. Like most aromatic polymers, it has better barrier properties than aliphatic polymers. It is strong and impact-resistant. PET is hygroscopic.[23]
About 60% crystallization is the upper limit for commercial products, with the exception of polyester fibers. Transparent products can be produced by rapidly cooling molten polymer below Tg glass transition temperature to form an amorphous solid.[24] Like glass, amorphous PET forms when its molecules are not given enough time to arrange themselves in an orderly, crystalline fashion as the melt is cooled. At room temperature the molecules are frozen in place, but, if enough heat energy is put back into them by heating above Tg, they begin to move again, allowing crystals to nucleate and grow. This procedure is known as solid-state crystallization.
When allowed to cool slowly, the molten polymer forms a more crystalline material. This material has spherulites containing many small crystallites when crystallized from an amorphous solid, rather than forming one large single crystal. Light tends to scatter as it crosses the boundaries between crystallites and the amorphous regions between them, causing the resulting solid to be translucent.
Orientation also renders polymers more transparent. This is why BOPET film and bottles are both crystalline to a degree and transparent.
Amorphous PET crystallizes and becomes opaque when exposed to solvents such as chloroform or toluene.[25]
PET is stoichiometrically a mixture of carbon and H2O, and therefore has been used in an experiment involving laser-driven shock compression which created nanodiamonds and superionic water. This could be a possible way of producing nanodiamonds commercially.[26][27]
Absorption/scalping[edit]
PET has an affinity for hydrophobic flavors and drinks sometimes need to be formulated with higher dosage compared to glass to offset the flavor taken up by the container.[28]: 115 Heavy gauge PET bottles are sometimes returnable for re-use and is practiced in some EU countries, however the propensity of PET to absorb flavors makes it necessary to conduct a «sniffer» test on returned bottles to avoid cross-contamination.[28]: 115
Intrinsic viscosity[edit]
Different applications of PET require different degrees of polymerization, which can be obtained by modifying the process conditions. The molecular weight of PET is measured by solution viscosity. The preferred method is intrinsic viscosity (IV).[29]
IV is a dimensionless measurement. It is found by extrapolating the relative viscosity (measured in (dℓ/g)) to zero concentration.
Shown below are the IV ranges for the main applications:[30]
- Fibers
-
- 0.40–0.70: textile
- 0.72–0.98: technical eg tire cord
- Films
-
- 0.60–0.70: biaxially oriented PET film
- 0.70–1.00: sheet grade for thermoforming
- Bottles
-
- 0.70–0.78: general purpose bottles
- 0.78–0.85: bottles for carbonated drinks
- Monofilaments, engineering plastics
-
- 1.00–2.00
Copolymers[edit]
PET is copolymerized with other diols or diacids to optimize the properties for particular applications.
For example, cyclohexanedimethanol (CHDM) can be added to the polymer backbone in place of ethylene glycol. Since this building block is much larger (six additional carbon atoms) than the ethylene glycol unit it replaces, it does not fit in with the neighboring chains the way an ethylene glycol unit would. This interferes with crystallization and lowers the polymer’s melting temperature. In general, such PET is known as PETG or PET-G (polyethylene terephthalate glycol-modified). It is a clear amorphous thermoplastic that can be injection-molded, sheet-extruded or extruded as filament for 3D printing. PETG can be colored during processing.

Replacing terephthalic acid (right) with isophthalic acid (center) creates a kink in the PET chain, interfering with crystallization and lowering the polymer’s melting point.
Another common modifier is isophthalic acid, replacing some of the 1,4-(para-) linked terephthalate units. The 1,2-(ortho-) or 1,3-(meta-) linkage produces an angle in the chain, which also disturbs crystallinity.
Such copolymers are advantageous for certain molding applications, such as thermoforming, which is used for example to make tray or blister packaging from co-PET film, or amorphous PET sheet (A-PET/PETA) or PETG sheet. On the other hand, crystallization is important in other applications where mechanical and dimensional stability are important, such as seat belts. For PET bottles, the use of small amounts of isophthalic acid, CHDM, diethylene glycol (DEG) or other comonomers can be useful: if only small amounts of comonomers are used, crystallization is slowed but not prevented entirely. As a result, bottles are obtainable via stretch blow molding («SBM»), which are both clear and crystalline enough to be an adequate barrier to aromas and even gases, such as carbon dioxide in carbonated beverages.
Production[edit]
Polyethylene terephthalate is produced from ethylene glycol (usually referred to in the trade as «MEG», for monoethylene glycol) and dimethyl terephthalate (DMT) (C6H4(CO2CH3)2) but mostly terephthalic acid (known in the trade as «PTA», for purified terephthalic acid).[31][5] As of 2022, ethylene glycol is made from ethene found in natural gas, while terephthalic acid comes from p-xylene made from crude oil. Typically an antimony or titanium compound is used as a catalyst, a phosphite is added as a stabilizer and a bluing agent such as cobalt salt is added to mask any yellowing.[32]
Dimethyl terephthalate (DMT) process[edit]
![]()
Polyesterification reaction in the production of PET
In the dimethyl terephthalate (DMT) process, DMT and excess MEG are transesterified in the melt at 150–200 °C with a basic catalyst. Methanol (CH3OH) is removed by distillation to drive the reaction forward. Excess MEG is distilled off at higher temperature with the aid of vacuum. The second transesterification step proceeds at 270–280 °C, with continuous distillation of MEG as well.[31]
The reactions can be summarized as follows:
- First step
- C6H4(CO2CH3)2 + 2 HOCH2CH2OH → C6H4(CO2CH2CH2OH)2 + 2 CH3OH
- Second step
- n C6H4(CO2CH2CH2OH)2 → [(CO)C6H4(CO2CH2CH2O)]n + n HOCH2CH2OH
Terephthalic acid (PTA) process[edit]

Polycondensation reaction in the production of PET
In the terephthalic acid process, MEG and PTA are esterified directly at moderate pressure (2.7–5.5 bar) and high temperature (220–260 °C). Water is eliminated in the reaction, and it is also continuously removed by distillation:[31]
- n C6H4(CO2H)2 + n HOCH2CH2OH → [(CO)C6H4(CO2CH2CH2O)]n + 2n H2O
Bio-PET[edit]
Bio-PET is the bio-based counterpart of PET.[33][34] Essentially in Bio-PET, the MEG is manufactured from ethylene derived from sugar cane ethanol. A better process based on oxidation of ethanol has been proposed,[35] and it is also technically possible to make PTA from readily available biobased furfural.[36]
Degradation[edit]
PET is subject to degradation during processing. If the moisture level is too high, hydrolysis will reduce the molecular weight by chain scission, resulting in brittleness.
If the residence time and/or melt temperature are too high, then thermal degradation or thermooxidative degradation will occur resulting in:
- discoloration
- reduced molecular weight
- formation of acetaldehyde,
- cross-linking («gel» or «fish-eye» formation).
Mitigation measures include
- copolymerisation. Comonomers such as CHDM or isophthalic acid lower the melting point and thus the melt temperature of the resin (copolymers, above).
- The addition of polymer stabilisers such as phosphites.[37]
Acetaldehyde[edit]
Acetaldehyde is a colorless, volatile substance with a fruity smell. Although it forms naturally in some fruit, it can cause an off-taste in bottled water. Acetaldehyde forms by degradation of PET through the mishandling of the material. High temperatures (PET decomposes above 300 °C or 570 °F), high pressures, extruder speeds (excessive shear flow raises temperature), and long barrel residence times all contribute to the production of acetaldehyde. Photo-oxidation can also cause the gradual formation acetaldehyde over the object’s lifespan. This proceeds via a Type II Norrish reaction.[38]

When acetaldehyde is produced, some of it remains dissolved in the walls of a container and then diffuses into the product stored inside, altering the taste and aroma. This is not such a problem for non-consumables (such as shampoo), for fruit juices (which already contain acetaldehyde), or for strong-tasting drinks like soft drinks. For bottled water, however, low acetaldehyde content is quite important, because, if nothing masks the aroma, even extremely low concentrations (10–20 parts per billion in the water) of acetaldehyde can produce an off-taste.[39]
Biodegradation[edit]
At least one species of bacterium in the genus Nocardia can degrade PET with an esterase enzyme.[40] Esterases are enzymes able to cleave the ester bond.[40] Also, the initial degradation of PET can be esterases expressed by Bacillus and Nocardia.[41]
Japanese scientists have isolated a bacterium Ideonella sakaiensis that possesses two enzymes which can break down the PET into smaller pieces that the bacterium can digest. A colony of I. sakaiensis can disintegrate a plastic film in about six weeks.[42][43]
An enzyme based on a natural PET-ase was designed with the help of a machine learning algorithm to be able to tolerate pH and temperature changes by the University of Texas at Austin. The PET-ase was found to able to degrade various products and could break them down as fast as 24 hours.[44][45]
Environmental concerns[edit]
Resource depletion[edit]
Compared to the use of petroleum as fuel, however, the amount of crude oil processed into PET is very small. The total production capacity of PET is around 30 million tons,[46] compared to 4.2 billion tons of crude oil production,[47] thus around 0.7% of crude oil is processed into PET.
End of life[edit]
Recycle[edit]
PET bottles lend themselves well to recycling (see below). In many countries PET bottles are recycled to a substantial degree, for example about 75% in Switzerland.[48] The term rPET is commonly used to describe the recycled material, though it is also referred to as R-PET or post-consumer PET (POSTC-PET).[49][50]
Energy recovery[edit]
PET is a desirable fuel for Waste-to-energy plants, as it has a high calorific value which helps to reduce the use of primary resources for energy generation.[51]
Littering[edit]
Nevertheless, littering has become a prominent issue in public opinion, and PET bottles are a visible part of that.
Dumping of apparel[edit]
A substantial amount of post consumer waste from the textile industry ends up in landfills in developing countries such as Chile[52] and in countries in West Africa such as Ghana.[53] PET being a substantial component of apparel, this waste in landfills contains much PET.
Microfibres from apparel and microplastics[edit]
Clothing sheds microfibres in use, during washing and machine drying. Plastic litter slowly forms small particles. Microplastics which are present on the bottom of the river or seabed can ingested by small marine life, thus entering the food chain. As PET has a higher density than water, a significant amount of PET microparticles may be precipitated in sewage treatment plants. PET microfibers generated by apparel wear, washing or machine drying can become airborne, and be dispersed into fields, where they are ingested by livestock or plants and end up in the human food supply. SAPEA have declared that such particles ‘do not pose a widespread risk’.[54]
PET is known to degrade when exposed to sunlight and oxygen.[55] As of 2016, scarce information exists regarding the life-time of the synthetic polymers in the environment.[56]
Safety[edit]
Commentary published in Environmental Health Perspectives in April 2010 suggested that PET might yield endocrine disruptors under conditions of common use and recommended research on this topic.[57] Proposed mechanisms include leaching of phthalates as well as leaching of antimony.
An article published in Journal of Environmental Monitoring in April 2012 concludes that antimony concentration in deionized water stored in PET bottles stays within EU’s acceptable limit even if stored briefly at temperatures up to 60 °C (140 °F), while bottled contents (water or soft drinks) may occasionally exceed the EU limit after less than a year of storage at room temperature.[58]
Antimony[edit]
Antimony (Sb) is a metalloid element that is used as a catalyst in the form of compounds such as antimony trioxide (Sb2O3) or antimony triacetate in the production of PET. After manufacturing, a detectable amount of antimony can be found on the surface of the product. This residue can be removed with washing. Antimony also remains in the material itself and can, thus, migrate out into food and drinks. Exposing PET to boiling or microwaving can increase the levels of antimony significantly, possibly above US EPA maximum contamination levels.[59]
The drinking water limit assessed by WHO is 20 parts per billion (WHO, 2003), and the drinking water limit in the United States is 6 parts per billion.[60] Although antimony trioxide is of low toxicity when taken orally,[61] its presence is still of concern. The Swiss Federal Office of Public Health investigated the amount of antimony migration, comparing waters bottled in PET and glass: The antimony concentrations of the water in PET bottles were higher, but still well below the allowed maximum concentration. The Swiss Federal Office of Public Health concluded that small amounts of antimony migrate from the PET into bottled water, but that the health risk of the resulting low concentrations is negligible (1% of the «tolerable daily intake» determined by the WHO). A later (2006) but more widely publicized study found similar amounts of antimony in water in PET bottles.[62]
The WHO has published a risk assessment for antimony in drinking water.[61]
Fruit juice concentrates (for which no guidelines are established), however, that were produced and bottled in PET in the UK were found to contain up to 44.7 μg/L of antimony, well above the EU limits for tap water of 5 μg/L.[63]
Bottle processing equipment[edit]

A finished PET drink bottle compared to the preform from which it is made. Worldwide, 480 billion plastic drinking bottles were made in 2016 (and less than half were recycled).[64]
There are two basic molding methods for PET bottles, one-step and two-step. In two-step molding, two separate machines are used. The first machine injection molds the preform, which resembles a test tube, with the bottle-cap threads already molded into place. The body of the tube is significantly thicker, as it will be inflated into its final shape in the second step using stretch blow molding.
In the second step, the preforms are heated rapidly and then inflated against a two-part mold to form them into the final shape of the bottle. Preforms (uninflated bottles) are now also used as robust and unique containers themselves; besides novelty candy, some Red Cross chapters distribute them as part of the Vial of Life program to homeowners to store medical history for emergency responders.
In one-step machines, the entire process from raw material to finished container is conducted within one machine, making it especially suitable for molding non-standard shapes (custom molding), including jars, flat oval, flask shapes, etc. Its greatest merit is the reduction in space, product handling and energy, and far higher visual quality than can be achieved by the two-step system.[citation needed]
Polyester recycling industry[edit]

While most thermoplastics can, in principle, be recycled, PET bottle recycling is more practical than many other plastic applications because of the high value of the resin and the almost exclusive use of PET for widely used water and carbonated soft drink bottling. PET has a resin identification code of 1.[65] The prime uses for recycled PET are polyester fiber, strapping, and non-food containers.[65]
Because of the recyclability of PET and the relative abundance of post-consumer waste in the form of bottles, PET is rapidly gaining market share as a carpet fiber. Mohawk Industries released everSTRAND in 1999, a 100% post-consumer recycled content PET fiber. Since that time, more than 17 billion bottles have been recycled into carpet fiber.[66] Pharr Yarns, a supplier to numerous carpet manufacturers including Looptex, Dobbs Mills, and Berkshire Flooring,[67] produces a BCF (bulk continuous filament) PET carpet fiber containing a minimum of 25% post-consumer recycled content.
PET, like many plastics, is also an excellent candidate for thermal disposal (incineration), as it is composed of carbon, hydrogen, and oxygen, with only trace amounts of catalyst elements (but no sulfur). PET has the energy content of soft coal.
When recycling polyethylene terephthalate or PET or polyester, in general three ways have to be differentiated:
- The chemical recycling back to the initial raw materials purified terephthalic acid (PTA) or dimethyl terephthalate (DMT) and ethylene glycol (EG) where the polymer structure is destroyed completely, or in process intermediates like bis(2-hydroxyethyl) terephthalate
- The mechanical recycling where the original polymer properties are being maintained or reconstituted.
- The chemical recycling where transesterification takes place and other glycols/polyols or glycerol are added to make a polyol which may be used in other ways such as polyurethane production or PU foam production[68][69]
Chemical recycling of PET will become cost-efficient only applying high capacity recycling lines of more than 50,000 tons/year. Such lines could only be seen, if at all, within the production sites of very large polyester producers. Several attempts of industrial magnitude to establish such chemical recycling plants have been made in the past but without resounding success. Even the promising chemical recycling in Japan has not become an industrial breakthrough so far. The two reasons for this are: at first, the difficulty of consistent and continuous waste bottles sourcing in such a huge amount at one single site, and, at second, the steadily increased prices and price volatility of collected bottles. The prices of baled bottles increased for instance between the years 2000 and 2008 from about 50 Euro/ton to over 500 Euro/ton in 2008.
Mechanical recycling or direct circulation of PET in the polymeric state is operated in most diverse variants today. These kinds of processes are typical of small and medium-size industry. Cost-efficiency can already be achieved with plant capacities within a range of 5000–20,000 tons/year. In this case, nearly all kinds of recycled-material feedback into the material circulation are possible today. These diverse recycling processes are being discussed hereafter in detail.
Besides chemical contaminants and degradation products generated during first processing and usage, mechanical impurities are representing the main part of quality depreciating impurities in the recycling stream. Recycled materials are increasingly introduced into manufacturing processes, which were originally designed for new materials only. Therefore, efficient sorting, separation and cleaning processes become most important for high quality recycled polyester.
When talking about polyester recycling industry, we are concentrating mainly on recycling of PET bottles, which are meanwhile used for all kinds of liquid packaging like water, carbonated soft drinks, juices, beer, sauces, detergents, household chemicals and so on. Bottles are easy to distinguish because of shape and consistency and separate from waste plastic streams either by automatic or by hand-sorting processes. The established polyester recycling industry consists of three major sections:
- PET bottle collection and waste separation: waste logistics
- Production of clean bottle flakes: flake production
- Conversion of PET flakes to final products: flake processing
Intermediate product from the first section is baled bottle waste with a PET content greater than 90%. Most common trading form is the bale but also bricked or even loose, pre-cut bottles are common in the market. In the second section, the collected bottles are converted to clean PET bottle flakes. This step can be more or less complex and complicated depending on required final flake quality. During the third step, PET bottle flakes are processed to any kind of products like film, bottles, fiber, filament, strapping or intermediates like pellets for further processing and engineering plastics.
Besides this external (post-consumer) polyester bottle recycling, numbers of internal (pre-consumer) recycling processes exist, where the wasted polymer material does not exit the production site to the free market, and instead is reused in the same production circuit. In this way, fiber waste is directly reused to produce fiber, preform waste is directly reused to produce preforms, and film waste is directly reused to produce film.
PET bottle recycling[edit]
The only form of PET that is widely recycled in 2022 is the bottle. These are recycled by ‘mechanical recycling’ increasingly to bottles but still to other forms such as film or fibre. Other forms of polyester are not (as of 2022) collected in significant quantities.
Significant investments were announced in 2021 and 2022 for chemical recycling of PET by glycolysis, methanolysis,[70][71] and enzymatic recycling[72] to recover monomers. Initially these will also use bottles as feedstock but it is expected that fibres will also be recycled this way in future.
See also[edit]
- BoPET (biaxially oriented PET)
- Bioplastic
- PET bottle recycling
- Plastic recycling
- Polycyclohexylenedimethylene terephthalate—a polyester with a similar structure to PET
- Polyester
- Solar water disinfection—a method of disinfecting water using only sunlight and plastic PET bottles
References[edit]
- ^ a b c d e f g h van der Vegt, A. K.; Govaert, L. E. (2005). Polymeren, van keten tot kunstof. VSSD. ISBN 9071301486.
- ^ a b c Record of Polyethylenterephthalat in the GESTIS Substance Database of the Institute for Occupational Safety and Health, accessed on 7 November 2007.
- ^ «poly(ethylene terephthalate) macromolecule_msds».
- ^ a b Speight, J. G.; Lange, Norbert Adolph (2005). McGraw-Hill (ed.). Lange’s Handbook of Chemistry (16th ed.). pp. 2807–2758. ISBN 0-07-143220-5.
- ^ a b c De Vos, Lobke; Van de Voorde, Babs; Van Daele, Lenny; Dubruel, Peter; Van Vlierberghe, Sandra (December 2021). «Poly(alkylene terephthalate)s: From current developments in synthetic strategies towards applications». European Polymer Journal. 161: 110840. doi:10.1016/j.eurpolymj.2021.110840. hdl:1854/LU-8730084.
- ^ Saxena, Shalini (19 March 2016). «Newly identified bacteria cleans up common plastic». Ars Technica. Retrieved 21 March 2016.
- ^ Ji, Li Na (June 2013). «Study on Preparation Process and Properties of Polyethylene Terephthalate (PET)». Applied Mechanics and Materials. 312: 406–410. Bibcode:2013AMM…312..406J. doi:10.4028/www.scientific.net/AMM.312.406. S2CID 110703061.
- ^ «What is PET? — NAPCOR». NAPCOR. Retrieved 8 July 2020.
- ^ Whinfield, J.R. (May 1953). «The Development of Terylene». Textile Research Journal. 23 (5): 289–293. doi:10.1177/004051755302300503. S2CID 137314779.
- ^ The name Terylene was formed by inversion of (polyeth)ylene ter(ephthalate) and dates to the 1940s. Oxford Dictionary. Terylene was first registered as a UK trademark in April 1946.[citation needed] UK Intellectual Property Office UK00000646992
- ^ Pasbrig, Erwin (29 March 2007), Cover film for blister packs, retrieved 20 November 2016
- ^ Mishra, Munmaya (17 December 2018). Encyclopedia of Polymer Applications, 3 Volume Set. CRC Press. ISBN 978-1-351-01941-5.
- ^ Ashurst, P.; Hargitt, R. (26 August 2009). Soft Drink and Fruit Juice Problems Solved. Elsevier. ISBN 978-1-84569-706-8.
- ^ «COVEME PHOTOVOLTAIC Backsheets and Frontsheets for PV modules» (PDF). Retrieved 4 March 2022.
- ^ «Rynite PET Design Guide» (PDF). DuPont. Retrieved 4 March 2022.
- ^ SIPA: Lightweight compressed gas cylinders have plastic liners / PET provides high oxygen barrier https://www.plasteurope.com, 18 November 2014, retrieved 16 May 2017.
- ^ Teijin. «Teijin Develops Eco-friendly Wet-strong Printing Paper Made 100% with Recycled Polyester Derived from Used PET Bottles». Teijin Group. Archived from the original on 25 August 2013. Retrieved 12 March 2013.
- ^ Whinfield, John Rex and Dickson, James Tennant (1941) «Improvements Relating to the Manufacture of Highly Polymeric Substances», UK Patent 578,079; «Polymeric Linear Terephthalic Esters», U.S. Patent 2,465,319 Publication date: 22 March 1949; Filing date: 24 September 1945; Priority date: 29 July 1941
- ^ TEIJIN: Trademarks Archived 2 May 2013 at the Wayback Machine «Mylar and Melinex are the registered trademarks or trademarks of Dupont Teijin Films U.S. Limited Partnership and have been licensed to Teijin DuPont Films Japan Limited«
- ^ Ryazanova-Clarke, Larissa; Wade, Terence (31 January 2002). The Russian Language Today. Taylor & Francis. pp. 49–. ISBN 978-0-203-06587-7.
- ^ «Nathaniel Wyeth – Got a lot of bottle». www.thechemicalengineer.com. Retrieved 3 March 2022.
- ^ Wyeth, N.; Roseveare, R. (15 May 1973). «US patent US3733309 «Biaxially oriented poly(ethylene terephthalate) bottle»«.
- ^ Margolis, James M. (28 October 2020). Engineering Thermoplastics: Properties and Applications. CRC Press. ISBN 978-1-000-10411-0.
- ^ Scheirs, John; Long, Timothy E. (2003). Modern polyesters : chemistry and technology of polyesters and copolyesters. Hoboken, N.J.: John Wiley & Sons. ISBN 0-471-49856-4. OCLC 85820031.
- ^ NPCS Board of Consultants & Engineers (2014) Chapter 6, p. 56 in Disposable Products Manufacturing Handbook, NIIR Project Consultancy Services, Delhi, ISBN 978-9-381-03932-8
- ^ He, Jhiyu; et al. (2 September 2022). «Diamond formation kinetics in shock-compressed C─H─O samples recorded by small-angle x-ray scattering and x-ray diffraction». Science Advances. 8 (35): eabo0617. Bibcode:2022SciA….8O.617H. doi:10.1126/sciadv.abo0617. PMID 36054354. S2CID 252046278.
- ^ Leah Crane (10 September 2022). «Blasting plastic with powerful lasers turns it into tiny diamonds». New Scientist.
- ^ a b Ashurst, P.; Hargitt, R. (26 August 2009). Soft Drink and Fruit Juice Problems Solved. Elsevier. ISBN 978-1-84569-706-8.
- ^ Thiele, Ulrich K. (2007) Polyester Bottle Resins, Production, Processing, Properties and Recycling, Heidelberg, Germany, pp. 85 ff, ISBN 978-3-9807497-4-9
- ^ Gupta, V.B. and Bashir, Z. (2002) Chapter 7, p. 320 in Fakirov, Stoyko (ed.) Handbook of Thermoplastic Polyesters, Wiley-VCH, Weinheim, ISBN 3-527-30113-5.
- ^ a b c «Polyesters». Ullmann’s Encyclopedia of Industrial Chemistry. Vol. A21. Weinheim: Wiley-VCH. pp. 233–238. doi:10.1002/14356007.a21_227.
- ^ MacDonald, W?A (2002). «New advances in poly(ethylene terephthalate) polymerization and degradation». Polymer International. 51 (10): 923–930. doi:10.1002/pi.917.
- ^ Bio-based drop-in, smart drop-in and dedicated chemicals
- ^ Duurzame bioplastics op basis van hernieuwbare grondstoffen
- ^ Alex Tullo (20 November 2017). «New route planned to biobased ethylene glycol». C&EN Global Enterprise. 95 (46): 10. doi:10.1021/cen-09546-notw6. Retrieved 4 March 2022.
- ^ Tachibana, Yuya; Kimura, Saori; Kasuya, Ken-ichi (4 February 2015). «Synthesis and Verification of Biobased Terephthalic Acid from Furfural». Scientific Reports. 5 (1): 8249. Bibcode:2015NatSR…5E8249T. doi:10.1038/srep08249. ISSN 2045-2322. PMC 4316194. PMID 25648201.
- ^ F Gugumus (1996). Gaechter and Mueller (ed.). Plastics additives handbook : stabilizers, processing aids, plasticizers, fillers, reinforcements, colorants for thermoplastics (4th ed.). Munich: Hanser. p. 92. ISBN 3446175717.
- ^ Day, M.; Wiles, D. M. (January 1972). «Photochemical degradation of poly(ethylene terephthalate). III. Determination of decomposition products and reaction mechanism». Journal of Applied Polymer Science. 16 (1): 203–215. doi:10.1002/app.1972.070160118.
- ^ Nawrocki, J; Dąbrowska, A; Borcz, A (November 2002). «Investigation of carbonyl compounds in bottled waters from Poland». Water Research. 36 (19): 4893–4901. doi:10.1016/S0043-1354(02)00201-4. PMID 12448533.
- ^ a b Samak, Nadia A.; Jia, Yunpu; Sharshar, Moustafa M.; Mu, Tingzhen; Yang, Maohua; Peh, Sumit; Xing, Jianmin (December 2020). «Recent advances in biocatalysts engineering for polyethylene terephthalate plastic waste green recycling». Environment International. 145: 106144. doi:10.1016/j.envint.2020.106144. PMID 32987219. S2CID 222156984.
- ^ Smith, Matthew R.; Cooper, Sharon J.; Winter, Derek J.; Everall, Neil (July 2006). «Detailed mapping of biaxial orientation in polyethylene terephthalate bottles using polarised attenuated total reflection FTIR spectroscopy». Polymer. 47 (15): 5691–5700. doi:10.1016/j.polymer.2005.07.112.
- ^ Yoshida, S.; Hiraga, K.; Takehana, T.; Taniguchi, I.; Yamaji, H.; Maeda, Y.; Toyohara, K.; Miyamoto, K.; Kimura, Y.; Oda, K. (11 March 2016). «A bacterium that degrades and assimilates poly(ethylene terephthalate)». Science. 351 (6278): 1196–9. Bibcode:2016Sci…351.1196Y. doi:10.1126/science.aad6359. PMID 26965627. S2CID 31146235.
- ^ «Could a new plastic-eating bacteria help combat this pollution scourge?». The Guardian. 10 March 2016. Retrieved 11 March 2016.
- ^ «Scientists Engineer New Plastic-Eating Enzyme | Sci-News.com». Breaking Science News | Sci-News.com. 28 April 2022. Retrieved 2 June 2022.
- ^ Lu, Hongyuan; Diaz, Daniel J.; Czarnecki, Natalie J.; Zhu, Congzhi; Kim, Wantae; Shroff, Raghav; Acosta, Daniel J.; Alexander, Bradley R.; Cole, Hannah O.; Zhang, Yan; Lynd, Nathaniel A.; Ellington, Andrew D.; Alper, Hal S. (April 2022). «Machine learning-aided engineering of hydrolases for PET depolymerization». Nature. 604 (7907): 662–667. Bibcode:2022Natur.604..662L. doi:10.1038/s41586-022-04599-z. ISSN 1476-4687. PMID 35478237. S2CID 248414531.
- ^ «PET production capacity worldwide 2024».
- ^ «Global oil production in million metric tons 2020».
- ^ «RAPPORT DE GESTION 2019» (PDF) (in French). Swiss PET Recycling Association. p. 5. Retrieved 5 March 2022.
- ^ Awaja, Firas; Pavel, Dumitru (1 July 2005). «Recycling of PET». European Polymer Journal. 41 (7): 1453–1477. doi:10.1016/j.eurpolymj.2005.02.005. ISSN 0014-3057.
- ^ «PET and its eco-friendly alternative: rPET». Prevented Ocean Plastic. 8 May 2020. Retrieved 9 October 2022.
- ^ Palacios-Mateo, Cristina; van der Meer, Yvonne; Seide, Gunnar (6 January 2021). «Analysis of the polyester clothing value chain to identify key intervention points for sustainability». Environmental Sciences Europe. 33 (1): 2. doi:10.1186/s12302-020-00447-x. ISSN 2190-4715. PMC 7787125. PMID 33432280.
- ^ «Chile’s desert dumping ground for fast fashion leftovers». France 24. 8 November 2021. Retrieved 5 March 2022.
- ^ «Fast fashion in the U.S. is fueling an environmental disaster in Ghana». CBS News. Retrieved 19 December 2022.
- ^ «SAPEA report: Evidence on microplastics does not yet point to widespread risk — ALLEA». Retrieved 5 March 2022.
- ^ Chamas, Ali; Moon, Hyunjin; Zheng, Jiajia; Qiu, Yang; Tabassum, Tarnuma; Jang, Jun Hee; Abu-Omar, Mahdi; Scott, Susannah L.; Suh, Sangwon (9 March 2020). «Degradation Rates of Plastics in the Environment». ACS Sustainable Chemistry & Engineering. 8 (9): 3494–3511. doi:10.1021/acssuschemeng.9b06635. S2CID 212404939.
- ^ Ioakeimidis, C.; Fotopoulou, K. N.; Karapanagioti, H. K.; Geraga, M.; Zeri, C.; Papathanassiou, E.; Galgani, F.; Papatheodorou, G. (22 March 2016). «The degradation potential of PET bottles in the marine environment: An ATR-FTIR based approach». Scientific Reports. 6: 23501. Bibcode:2016NatSR…623501I. doi:10.1038/srep23501. PMC 4802224. PMID 27000994.
- ^ Sax, Leonard (2010). «Polyethylene Terephthalate May Yield Endocrine Disruptors». Environmental Health Perspectives. 118 (4): 445–8. doi:10.1289/ehp.0901253. PMC 2854718. PMID 20368129.
- ^ Tukur, Aminu (2012). «PET bottle use patterns and antimony migration into bottled water and soft drinks: the case of British and Nigerian bottles». Journal of Environmental Monitoring. 14 (4): 1236–1246. doi:10.1039/C2EM10917D. PMID 22402759.
- ^ Cheng, X.; et al. (2010). «Assessment of metal contaminations leaching out from recycling plastic bottles upon treatments». Environmental Science and Pollution Research International. 17 (7): 1323–30. doi:10.1007/s11356-010-0312-4. PMID 20309737. S2CID 20462253.
- ^ Consumer Factsheet on: Antimony Archived 7 June 2014 at the Wayback Machine, EPA archive 2003-06-23
- ^ a b Guidelines for drinking – water quality. who.int
- ^ Shotyk, William; et al. (2006). «Contamination of Canadian and European bottled waters with antimony from PET containers». Journal of Environmental Monitoring. 8 (2): 288–92. doi:10.1039/b517844b. PMID 16470261.
- ^ Hansen, Claus; et al. (2010). «Elevated antimony concentrations in commercial juices». Journal of Environmental Monitoring. 12 (4): 822–4. doi:10.1039/b926551a. PMID 20383361.
- ^ Sandra Laville and Matthew Taylor, «A million bottles a minute: world’s plastic binge ‘as dangerous as climate change'», TheGuardian.com, 28 June 2017 (page visited on 20 July 2017).
- ^ a b «Plastic Packaging Resins» (PDF). American Chemistry Council. Archived from the original (PDF) on 21 July 2011.
- ^ everSTRAND[permanent dead link] Carpet-inspectors-experts.com archive 2008-03-17
- ^ Simply Green Carpet – A Berkshire Flooring Brand. simplygreencarpet.com
- ^ Makuska, Ricardas (2008). «Glycolysis of industrial poly(ethylene terephthalate) waste directed to bis(hydroxyethylene) terephthalate and aromatic polyester polyols» (PDF). Chemija. 19 (2): 29–34.
- ^ «Arropol | Arropol Chemicals». Retrieved 2 January 2019.
- ^ Laird, Karen (18 January 2022). «Loop, Suez select site in France for first European Infinite Loop facility». Plastics News. Retrieved 11 March 2022.
- ^ Toto, Deanne (1 February 2021). «Eastman invests in methanolysis plant in Kingsport, Tennessee». Recycling Today. Retrieved 11 March 2022.
- ^ Page Bailey, mary (24 February 2022). «Carbios and Indorama to build first-of-its-kind enzymatic recycling plant for PET in France». Chemical Engineering. Retrieved 11 March 2022.
External links[edit]
- American Plastics Council: PlasticInfo.org
- KenPlas Industry Ltd.: «What is PET (Polyethylene Terephthalate)» Archived 10 December 2007 at the Wayback Machine
- «WAVE Polymer Technology: PET (Polyethylene Terephthalate) flakes processing»
- Arropol commercial producer of polyol from post-consumer PET fiber
|
|
|
|
|
|
|
|
|
| Names | |
|---|---|
| IUPAC name
poly(ethylene terephthalate) |
|
| Systematic IUPAC name
poly(oxyethyleneoxyterephthaloyl) |
|
| Other names
Terylene (trademark); |
|
| Identifiers | |
|
CAS Number |
|
| Abbreviations | PET, PETE |
| ChEBI |
|
| ChemSpider |
|
| ECHA InfoCard | 100.121.858 |
| UNII |
|
|
CompTox Dashboard (EPA) |
|
| Properties | |
|
Chemical formula |
(C10H8O4)n[1] |
| Molar mass | 10–50 kg/mol, varies |
| Density |
|
| Melting point | > 250 °C (482 °F; 523 K)[2] 260 °C[1] |
| Boiling point | > 350 °C (662 °F; 623 K) (decomposes) |
|
Solubility in water |
Practically insoluble[2] |
| log P | 0.94540[3] |
| Thermal conductivity | 0.15[4] to 0.24 W/(m·K)[1] |
|
Refractive index (nD) |
1.57–1.58,[4] 1.5750[1] |
| Thermochemistry | |
|
Heat capacity (C) |
1.0 kJ/(kg·K)[1] |
| Related compounds | |
|
Related Monomers |
Terephthalic acid Ethylene glycol |
|
Except where otherwise noted, data are given for materials in their standard state (at 25 °C [77 °F], 100 kPa).
Infobox references |
Polyethylene terephthalate (or poly(ethylene terephthalate), PET, PETE, or the obsolete PETP or PET-P), is the most common thermoplastic polymer resin of the polyester family and is used in fibres for clothing, containers for liquids and foods, and thermoforming for manufacturing, and in combination with glass fibre for engineering resins.[5]
In 2016, annual production of PET was 56 million tons.[6] The biggest application is in fibres (in excess of 60%), with bottle production accounting for about 30% of global demand.[7] In the context of textile applications, PET is referred to by its common name, polyester, whereas the acronym PET is generally used in relation to packaging.[citation needed] Polyester makes up about 18% of world polymer production and is the fourth-most-produced polymer after polyethylene (PE), polypropylene (PP) and polyvinyl chloride (PVC).[citation needed]
PET consists of repeating (C10H8O4) units. PET is commonly recycled, and has the digit 1 (♳) as its resin identification code (RIC). The National Association for PET Container Resources (NAPCOR) defines PET as: «Polyethylene terephthalate items referenced are derived from terephthalic acid (or dimethyl terephthalate) and mono ethylene glycol, wherein the sum of terephthalic acid (or dimethyl terephthalate) and mono ethylene glycol reacted constitutes at least 90 percent of the mass of monomer reacted to form the polymer, and must exhibit a melting peak temperature between 225°C and 255°C, as identified during the second thermal scan in procedure 10.1 in ASTM D3418, when heating the sample at a rate of 10°C/minute.»[8]
Depending on its processing and thermal history, polyethylene terephthalate may exist both as an amorphous (transparent) and as a semi-crystalline polymer. The semicrystalline material might appear transparent (particle size less than 500 nm) or opaque and white (particle size up to a few micrometers) depending on its crystal structure and particle size.
One process for making PET uses bis(2-hydroxyethyl) terephthalate,[citation needed] which can be synthesized by the esterification reaction between terephthalic acid and ethylene glycol with water as a byproduct (this is also known as a condensation reaction), or by transesterification reaction between ethylene glycol and dimethyl terephthalate (DMT) with methanol as a byproduct. Polymerization is through a polycondensation reaction of the monomers (done immediately after esterification/transesterification) with water as the byproduct.[5]
-
Young’s modulus, E 2800–3100 MPa Tensile strength, σt 55–75 MPa Elastic limit 50–150% Notch test 3.6 kJ/m2 Glass transition temperature, Tg 67–81 °C Vicat B 82 °C Linear expansion coefficient, α 7×10−5 K−1 Water absorption (ASTM) 0.16 Source[1]
Uses[edit]
-
-
-
A finished PET bottle
-
A PET bottle which has been heated by a candle and has recrystallized, making it opaque.
-
Polyester yarn
-
Microfiber towels and cleaning cloths
-
Aluminized Mylar balloons filled with helium
Textiles[edit]
Polyester fibres are widely used in the textile industry. The invention of the polyester fibre is attributed to J. R. Whinfield.[9] It was first commercialized in the 1940s by ICI, under the brand ‘Terylene’.[10] Subsequently E. I. DuPont launched the brand ‘Dacron’. As of 2022, there are many brands around the world, mostly Asian.
Polyester fibres are used in fashion apparel often blended with cotton, as heat insulation layers in thermal wear, sportswear and workwear and automotive upholstery.
Rigid packaging[edit]
Plastic bottles made from PET are widely used for soft drinks, both still and sparkling. For beverages that are degraded by oxygen, such as beer, a multilayer structure is used. PET sandwiches an additional polyvinyl alcohol (PVOH) or polyamide (PA) layer to further reduce its oxygen permeability.
Non-oriented PET sheet can be thermoformed to make packaging trays and blister packs.[11] Crystallizable PET withstands freezing and oven baking temperatures.[12]: 1378 Both amorphous PET and BoPET are transparent to the naked eye. Color-conferring dyes can easily be formulated into PET sheet.
PET is permeable to oxygen and carbon dioxide and this imposes shelf life limitations of contents packaged in PET.[13]: 104
Flexible packaging[edit]
Biaxially oriented PET (BOPET) film (often known by one of its trade names, «Mylar») can be aluminized by evaporating a thin film of metal onto it to reduce its permeability, and to make it reflective and opaque (MPET). These properties are useful in many applications, including flexible food packaging and thermal insulation (such as space blankets).
Photovoltaic modules[edit]
BOPET is used in the backsheet of photovoltaic modules. Most backsheets consist of a layer of BOPET laminated to a fluoropolymer or a layer of UV stabilized BOPET.[14]
PET is also used as a substrate in thin film solar cells.
Thermoplastic resins[edit]
PET can be compounded with glass fibre and crystallization accelerators, to make thermoplastic resins. These can be injection moulded into parts such as housings, covers, electrical appliance components and elements of the ignition system.[15]
Other applications[edit]
- A waterproofing barrier in undersea cables.
- As a film base.
- As a fibre, spliced into bell rope tops to help prevent wear on the ropes as they pass through the ceiling.
- Since late 2014 as liner material in type IV composite high pressure gas cylinders. PET works as a much better barrier to oxygen than earlier used (LD)PE.[16]
- As a 3D printing filament, as well as in the 3D printing plastic PETG.
- Film for tape applications, such as the carrier for magnetic tape or backing for pressure-sensitive adhesive tapes. Digitalization has caused the virtual disappeance of the magnetic audio and videotape application.
- Water-resistant paper.[17]
History[edit]
PET was patented in 1941 by John Rex Whinfield, James Tennant Dickson and their employer the Calico Printers’ Association of Manchester, England. E. I. DuPont de Nemours in Delaware, United States, first used the trademark Mylar in June 1951 and received registration of it in 1952.[18] It is still the best-known name used for polyester film. The current owner of the trademark is DuPont Teijin Films.[19]
In the Soviet Union, PET was first manufactured in the laboratories of the Institute of High-Molecular Compounds of the USSR Academy of Sciences in 1949, and its name «Lavsan» is an acronym thereof (лаборатории Института высокомолекулярных соединений Академии наук СССР).[20]
The PET bottle was invented in 1973 by Nathaniel Wyeth[21] and patented by DuPont.[22]
Physical properties[edit]
Sailcloth is typically made from PET fibers also known as polyester or under the brand name Dacron; colorful lightweight spinnakers are usually made of nylon.
PET in its most stable state is a colorless, semi-crystalline resin. However it is intrinsically slow to crystallize compared to other semicrystalline polymers. Depending on processing conditions it can be formed into either amorphous or crystalline articles. Its amenability to drawing makes PET useful in fibre and film applications. Like most aromatic polymers, it has better barrier properties than aliphatic polymers. It is strong and impact-resistant. PET is hygroscopic.[23]
About 60% crystallization is the upper limit for commercial products, with the exception of polyester fibers. Transparent products can be produced by rapidly cooling molten polymer below Tg glass transition temperature to form an amorphous solid.[24] Like glass, amorphous PET forms when its molecules are not given enough time to arrange themselves in an orderly, crystalline fashion as the melt is cooled. At room temperature the molecules are frozen in place, but, if enough heat energy is put back into them by heating above Tg, they begin to move again, allowing crystals to nucleate and grow. This procedure is known as solid-state crystallization.
When allowed to cool slowly, the molten polymer forms a more crystalline material. This material has spherulites containing many small crystallites when crystallized from an amorphous solid, rather than forming one large single crystal. Light tends to scatter as it crosses the boundaries between crystallites and the amorphous regions between them, causing the resulting solid to be translucent.
Orientation also renders polymers more transparent. This is why BOPET film and bottles are both crystalline to a degree and transparent.
Amorphous PET crystallizes and becomes opaque when exposed to solvents such as chloroform or toluene.[25]
PET is stoichiometrically a mixture of carbon and H2O, and therefore has been used in an experiment involving laser-driven shock compression which created nanodiamonds and superionic water. This could be a possible way of producing nanodiamonds commercially.[26][27]
Absorption/scalping[edit]
PET has an affinity for hydrophobic flavors and drinks sometimes need to be formulated with higher dosage compared to glass to offset the flavor taken up by the container.[28]: 115 Heavy gauge PET bottles are sometimes returnable for re-use and is practiced in some EU countries, however the propensity of PET to absorb flavors makes it necessary to conduct a «sniffer» test on returned bottles to avoid cross-contamination.[28]: 115
Intrinsic viscosity[edit]
Different applications of PET require different degrees of polymerization, which can be obtained by modifying the process conditions. The molecular weight of PET is measured by solution viscosity. The preferred method is intrinsic viscosity (IV).[29]
IV is a dimensionless measurement. It is found by extrapolating the relative viscosity (measured in (dℓ/g)) to zero concentration.
Shown below are the IV ranges for the main applications:[30]
- Fibers
-
- 0.40–0.70: textile
- 0.72–0.98: technical eg tire cord
- Films
-
- 0.60–0.70: biaxially oriented PET film
- 0.70–1.00: sheet grade for thermoforming
- Bottles
-
- 0.70–0.78: general purpose bottles
- 0.78–0.85: bottles for carbonated drinks
- Monofilaments, engineering plastics
-
- 1.00–2.00
Copolymers[edit]
PET is copolymerized with other diols or diacids to optimize the properties for particular applications.
For example, cyclohexanedimethanol (CHDM) can be added to the polymer backbone in place of ethylene glycol. Since this building block is much larger (six additional carbon atoms) than the ethylene glycol unit it replaces, it does not fit in with the neighboring chains the way an ethylene glycol unit would. This interferes with crystallization and lowers the polymer’s melting temperature. In general, such PET is known as PETG or PET-G (polyethylene terephthalate glycol-modified). It is a clear amorphous thermoplastic that can be injection-molded, sheet-extruded or extruded as filament for 3D printing. PETG can be colored during processing.
Replacing terephthalic acid (right) with isophthalic acid (center) creates a kink in the PET chain, interfering with crystallization and lowering the polymer’s melting point.
Another common modifier is isophthalic acid, replacing some of the 1,4-(para-) linked terephthalate units. The 1,2-(ortho-) or 1,3-(meta-) linkage produces an angle in the chain, which also disturbs crystallinity.
Such copolymers are advantageous for certain molding applications, such as thermoforming, which is used for example to make tray or blister packaging from co-PET film, or amorphous PET sheet (A-PET/PETA) or PETG sheet. On the other hand, crystallization is important in other applications where mechanical and dimensional stability are important, such as seat belts. For PET bottles, the use of small amounts of isophthalic acid, CHDM, diethylene glycol (DEG) or other comonomers can be useful: if only small amounts of comonomers are used, crystallization is slowed but not prevented entirely. As a result, bottles are obtainable via stretch blow molding («SBM»), which are both clear and crystalline enough to be an adequate barrier to aromas and even gases, such as carbon dioxide in carbonated beverages.
Production[edit]
Polyethylene terephthalate is produced from ethylene glycol (usually referred to in the trade as «MEG», for monoethylene glycol) and dimethyl terephthalate (DMT) (C6H4(CO2CH3)2) but mostly terephthalic acid (known in the trade as «PTA», for purified terephthalic acid).[31][5] As of 2022, ethylene glycol is made from ethene found in natural gas, while terephthalic acid comes from p-xylene made from crude oil. Typically an antimony or titanium compound is used as a catalyst, a phosphite is added as a stabilizer and a bluing agent such as cobalt salt is added to mask any yellowing.[32]
Dimethyl terephthalate (DMT) process[edit]
![]()
Polyesterification reaction in the production of PET
In the dimethyl terephthalate (DMT) process, DMT and excess MEG are transesterified in the melt at 150–200 °C with a basic catalyst. Methanol (CH3OH) is removed by distillation to drive the reaction forward. Excess MEG is distilled off at higher temperature with the aid of vacuum. The second transesterification step proceeds at 270–280 °C, with continuous distillation of MEG as well.[31]
The reactions can be summarized as follows:
- First step
- C6H4(CO2CH3)2 + 2 HOCH2CH2OH → C6H4(CO2CH2CH2OH)2 + 2 CH3OH
- Second step
- n C6H4(CO2CH2CH2OH)2 → [(CO)C6H4(CO2CH2CH2O)]n + n HOCH2CH2OH
Terephthalic acid (PTA) process[edit]
Polycondensation reaction in the production of PET
In the terephthalic acid process, MEG and PTA are esterified directly at moderate pressure (2.7–5.5 bar) and high temperature (220–260 °C). Water is eliminated in the reaction, and it is also continuously removed by distillation:[31]
- n C6H4(CO2H)2 + n HOCH2CH2OH → [(CO)C6H4(CO2CH2CH2O)]n + 2n H2O
Bio-PET[edit]
Bio-PET is the bio-based counterpart of PET.[33][34] Essentially in Bio-PET, the MEG is manufactured from ethylene derived from sugar cane ethanol. A better process based on oxidation of ethanol has been proposed,[35] and it is also technically possible to make PTA from readily available biobased furfural.[36]
Degradation[edit]
PET is subject to degradation during processing. If the moisture level is too high, hydrolysis will reduce the molecular weight by chain scission, resulting in brittleness.
If the residence time and/or melt temperature are too high, then thermal degradation or thermooxidative degradation will occur resulting in:
- discoloration
- reduced molecular weight
- formation of acetaldehyde,
- cross-linking («gel» or «fish-eye» formation).
Mitigation measures include
- copolymerisation. Comonomers such as CHDM or isophthalic acid lower the melting point and thus the melt temperature of the resin (copolymers, above).
- The addition of polymer stabilisers such as phosphites.[37]
Acetaldehyde[edit]
Acetaldehyde is a colorless, volatile substance with a fruity smell. Although it forms naturally in some fruit, it can cause an off-taste in bottled water. Acetaldehyde forms by degradation of PET through the mishandling of the material. High temperatures (PET decomposes above 300 °C or 570 °F), high pressures, extruder speeds (excessive shear flow raises temperature), and long barrel residence times all contribute to the production of acetaldehyde. Photo-oxidation can also cause the gradual formation acetaldehyde over the object’s lifespan. This proceeds via a Type II Norrish reaction.[38]
When acetaldehyde is produced, some of it remains dissolved in the walls of a container and then diffuses into the product stored inside, altering the taste and aroma. This is not such a problem for non-consumables (such as shampoo), for fruit juices (which already contain acetaldehyde), or for strong-tasting drinks like soft drinks. For bottled water, however, low acetaldehyde content is quite important, because, if nothing masks the aroma, even extremely low concentrations (10–20 parts per billion in the water) of acetaldehyde can produce an off-taste.[39]
Biodegradation[edit]
At least one species of bacterium in the genus Nocardia can degrade PET with an esterase enzyme.[40] Esterases are enzymes able to cleave the ester bond.[40] Also, the initial degradation of PET can be esterases expressed by Bacillus and Nocardia.[41]
Japanese scientists have isolated a bacterium Ideonella sakaiensis that possesses two enzymes which can break down the PET into smaller pieces that the bacterium can digest. A colony of I. sakaiensis can disintegrate a plastic film in about six weeks.[42][43]
An enzyme based on a natural PET-ase was designed with the help of a machine learning algorithm to be able to tolerate pH and temperature changes by the University of Texas at Austin. The PET-ase was found to able to degrade various products and could break them down as fast as 24 hours.[44][45]
Environmental concerns[edit]
Resource depletion[edit]
Compared to the use of petroleum as fuel, however, the amount of crude oil processed into PET is very small. The total production capacity of PET is around 30 million tons,[46] compared to 4.2 billion tons of crude oil production,[47] thus around 0.7% of crude oil is processed into PET.
End of life[edit]
Recycle[edit]
PET bottles lend themselves well to recycling (see below). In many countries PET bottles are recycled to a substantial degree, for example about 75% in Switzerland.[48] The term rPET is commonly used to describe the recycled material, though it is also referred to as R-PET or post-consumer PET (POSTC-PET).[49][50]
Energy recovery[edit]
PET is a desirable fuel for Waste-to-energy plants, as it has a high calorific value which helps to reduce the use of primary resources for energy generation.[51]
Littering[edit]
Nevertheless, littering has become a prominent issue in public opinion, and PET bottles are a visible part of that.
Dumping of apparel[edit]
A substantial amount of post consumer waste from the textile industry ends up in landfills in developing countries such as Chile[52] and in countries in West Africa such as Ghana.[53] PET being a substantial component of apparel, this waste in landfills contains much PET.
Microfibres from apparel and microplastics[edit]
Clothing sheds microfibres in use, during washing and machine drying. Plastic litter slowly forms small particles. Microplastics which are present on the bottom of the river or seabed can ingested by small marine life, thus entering the food chain. As PET has a higher density than water, a significant amount of PET microparticles may be precipitated in sewage treatment plants. PET microfibers generated by apparel wear, washing or machine drying can become airborne, and be dispersed into fields, where they are ingested by livestock or plants and end up in the human food supply. SAPEA have declared that such particles ‘do not pose a widespread risk’.[54]
PET is known to degrade when exposed to sunlight and oxygen.[55] As of 2016, scarce information exists regarding the life-time of the synthetic polymers in the environment.[56]
Safety[edit]
Commentary published in Environmental Health Perspectives in April 2010 suggested that PET might yield endocrine disruptors under conditions of common use and recommended research on this topic.[57] Proposed mechanisms include leaching of phthalates as well as leaching of antimony.
An article published in Journal of Environmental Monitoring in April 2012 concludes that antimony concentration in deionized water stored in PET bottles stays within EU’s acceptable limit even if stored briefly at temperatures up to 60 °C (140 °F), while bottled contents (water or soft drinks) may occasionally exceed the EU limit after less than a year of storage at room temperature.[58]
Antimony[edit]
Antimony (Sb) is a metalloid element that is used as a catalyst in the form of compounds such as antimony trioxide (Sb2O3) or antimony triacetate in the production of PET. After manufacturing, a detectable amount of antimony can be found on the surface of the product. This residue can be removed with washing. Antimony also remains in the material itself and can, thus, migrate out into food and drinks. Exposing PET to boiling or microwaving can increase the levels of antimony significantly, possibly above US EPA maximum contamination levels.[59]
The drinking water limit assessed by WHO is 20 parts per billion (WHO, 2003), and the drinking water limit in the United States is 6 parts per billion.[60] Although antimony trioxide is of low toxicity when taken orally,[61] its presence is still of concern. The Swiss Federal Office of Public Health investigated the amount of antimony migration, comparing waters bottled in PET and glass: The antimony concentrations of the water in PET bottles were higher, but still well below the allowed maximum concentration. The Swiss Federal Office of Public Health concluded that small amounts of antimony migrate from the PET into bottled water, but that the health risk of the resulting low concentrations is negligible (1% of the «tolerable daily intake» determined by the WHO). A later (2006) but more widely publicized study found similar amounts of antimony in water in PET bottles.[62]
The WHO has published a risk assessment for antimony in drinking water.[61]
Fruit juice concentrates (for which no guidelines are established), however, that were produced and bottled in PET in the UK were found to contain up to 44.7 μg/L of antimony, well above the EU limits for tap water of 5 μg/L.[63]
Bottle processing equipment[edit]
A finished PET drink bottle compared to the preform from which it is made. Worldwide, 480 billion plastic drinking bottles were made in 2016 (and less than half were recycled).[64]
There are two basic molding methods for PET bottles, one-step and two-step. In two-step molding, two separate machines are used. The first machine injection molds the preform, which resembles a test tube, with the bottle-cap threads already molded into place. The body of the tube is significantly thicker, as it will be inflated into its final shape in the second step using stretch blow molding.
In the second step, the preforms are heated rapidly and then inflated against a two-part mold to form them into the final shape of the bottle. Preforms (uninflated bottles) are now also used as robust and unique containers themselves; besides novelty candy, some Red Cross chapters distribute them as part of the Vial of Life program to homeowners to store medical history for emergency responders.
In one-step machines, the entire process from raw material to finished container is conducted within one machine, making it especially suitable for molding non-standard shapes (custom molding), including jars, flat oval, flask shapes, etc. Its greatest merit is the reduction in space, product handling and energy, and far higher visual quality than can be achieved by the two-step system.[citation needed]
Polyester recycling industry[edit]
While most thermoplastics can, in principle, be recycled, PET bottle recycling is more practical than many other plastic applications because of the high value of the resin and the almost exclusive use of PET for widely used water and carbonated soft drink bottling. PET has a resin identification code of 1.[65] The prime uses for recycled PET are polyester fiber, strapping, and non-food containers.[65]
Because of the recyclability of PET and the relative abundance of post-consumer waste in the form of bottles, PET is rapidly gaining market share as a carpet fiber. Mohawk Industries released everSTRAND in 1999, a 100% post-consumer recycled content PET fiber. Since that time, more than 17 billion bottles have been recycled into carpet fiber.[66] Pharr Yarns, a supplier to numerous carpet manufacturers including Looptex, Dobbs Mills, and Berkshire Flooring,[67] produces a BCF (bulk continuous filament) PET carpet fiber containing a minimum of 25% post-consumer recycled content.
PET, like many plastics, is also an excellent candidate for thermal disposal (incineration), as it is composed of carbon, hydrogen, and oxygen, with only trace amounts of catalyst elements (but no sulfur). PET has the energy content of soft coal.
When recycling polyethylene terephthalate or PET or polyester, in general three ways have to be differentiated:
- The chemical recycling back to the initial raw materials purified terephthalic acid (PTA) or dimethyl terephthalate (DMT) and ethylene glycol (EG) where the polymer structure is destroyed completely, or in process intermediates like bis(2-hydroxyethyl) terephthalate
- The mechanical recycling where the original polymer properties are being maintained or reconstituted.
- The chemical recycling where transesterification takes place and other glycols/polyols or glycerol are added to make a polyol which may be used in other ways such as polyurethane production or PU foam production[68][69]
Chemical recycling of PET will become cost-efficient only applying high capacity recycling lines of more than 50,000 tons/year. Such lines could only be seen, if at all, within the production sites of very large polyester producers. Several attempts of industrial magnitude to establish such chemical recycling plants have been made in the past but without resounding success. Even the promising chemical recycling in Japan has not become an industrial breakthrough so far. The two reasons for this are: at first, the difficulty of consistent and continuous waste bottles sourcing in such a huge amount at one single site, and, at second, the steadily increased prices and price volatility of collected bottles. The prices of baled bottles increased for instance between the years 2000 and 2008 from about 50 Euro/ton to over 500 Euro/ton in 2008.
Mechanical recycling or direct circulation of PET in the polymeric state is operated in most diverse variants today. These kinds of processes are typical of small and medium-size industry. Cost-efficiency can already be achieved with plant capacities within a range of 5000–20,000 tons/year. In this case, nearly all kinds of recycled-material feedback into the material circulation are possible today. These diverse recycling processes are being discussed hereafter in detail.
Besides chemical contaminants and degradation products generated during first processing and usage, mechanical impurities are representing the main part of quality depreciating impurities in the recycling stream. Recycled materials are increasingly introduced into manufacturing processes, which were originally designed for new materials only. Therefore, efficient sorting, separation and cleaning processes become most important for high quality recycled polyester.
When talking about polyester recycling industry, we are concentrating mainly on recycling of PET bottles, which are meanwhile used for all kinds of liquid packaging like water, carbonated soft drinks, juices, beer, sauces, detergents, household chemicals and so on. Bottles are easy to distinguish because of shape and consistency and separate from waste plastic streams either by automatic or by hand-sorting processes. The established polyester recycling industry consists of three major sections:
- PET bottle collection and waste separation: waste logistics
- Production of clean bottle flakes: flake production
- Conversion of PET flakes to final products: flake processing
Intermediate product from the first section is baled bottle waste with a PET content greater than 90%. Most common trading form is the bale but also bricked or even loose, pre-cut bottles are common in the market. In the second section, the collected bottles are converted to clean PET bottle flakes. This step can be more or less complex and complicated depending on required final flake quality. During the third step, PET bottle flakes are processed to any kind of products like film, bottles, fiber, filament, strapping or intermediates like pellets for further processing and engineering plastics.
Besides this external (post-consumer) polyester bottle recycling, numbers of internal (pre-consumer) recycling processes exist, where the wasted polymer material does not exit the production site to the free market, and instead is reused in the same production circuit. In this way, fiber waste is directly reused to produce fiber, preform waste is directly reused to produce preforms, and film waste is directly reused to produce film.
PET bottle recycling[edit]
The only form of PET that is widely recycled in 2022 is the bottle. These are recycled by ‘mechanical recycling’ increasingly to bottles but still to other forms such as film or fibre. Other forms of polyester are not (as of 2022) collected in significant quantities.
Significant investments were announced in 2021 and 2022 for chemical recycling of PET by glycolysis, methanolysis,[70][71] and enzymatic recycling[72] to recover monomers. Initially these will also use bottles as feedstock but it is expected that fibres will also be recycled this way in future.
See also[edit]
- BoPET (biaxially oriented PET)
- Bioplastic
- PET bottle recycling
- Plastic recycling
- Polycyclohexylenedimethylene terephthalate—a polyester with a similar structure to PET
- Polyester
- Solar water disinfection—a method of disinfecting water using only sunlight and plastic PET bottles
References[edit]
- ^ a b c d e f g h van der Vegt, A. K.; Govaert, L. E. (2005). Polymeren, van keten tot kunstof. VSSD. ISBN 9071301486.
- ^ a b c Record of Polyethylenterephthalat in the GESTIS Substance Database of the Institute for Occupational Safety and Health, accessed on 7 November 2007.
- ^ «poly(ethylene terephthalate) macromolecule_msds».
- ^ a b Speight, J. G.; Lange, Norbert Adolph (2005). McGraw-Hill (ed.). Lange’s Handbook of Chemistry (16th ed.). pp. 2807–2758. ISBN 0-07-143220-5.
- ^ a b c De Vos, Lobke; Van de Voorde, Babs; Van Daele, Lenny; Dubruel, Peter; Van Vlierberghe, Sandra (December 2021). «Poly(alkylene terephthalate)s: From current developments in synthetic strategies towards applications». European Polymer Journal. 161: 110840. doi:10.1016/j.eurpolymj.2021.110840. hdl:1854/LU-8730084.
- ^ Saxena, Shalini (19 March 2016). «Newly identified bacteria cleans up common plastic». Ars Technica. Retrieved 21 March 2016.
- ^ Ji, Li Na (June 2013). «Study on Preparation Process and Properties of Polyethylene Terephthalate (PET)». Applied Mechanics and Materials. 312: 406–410. Bibcode:2013AMM…312..406J. doi:10.4028/www.scientific.net/AMM.312.406. S2CID 110703061.
- ^ «What is PET? — NAPCOR». NAPCOR. Retrieved 8 July 2020.
- ^ Whinfield, J.R. (May 1953). «The Development of Terylene». Textile Research Journal. 23 (5): 289–293. doi:10.1177/004051755302300503. S2CID 137314779.
- ^ The name Terylene was formed by inversion of (polyeth)ylene ter(ephthalate) and dates to the 1940s. Oxford Dictionary. Terylene was first registered as a UK trademark in April 1946.[citation needed] UK Intellectual Property Office UK00000646992
- ^ Pasbrig, Erwin (29 March 2007), Cover film for blister packs, retrieved 20 November 2016
- ^ Mishra, Munmaya (17 December 2018). Encyclopedia of Polymer Applications, 3 Volume Set. CRC Press. ISBN 978-1-351-01941-5.
- ^ Ashurst, P.; Hargitt, R. (26 August 2009). Soft Drink and Fruit Juice Problems Solved. Elsevier. ISBN 978-1-84569-706-8.
- ^ «COVEME PHOTOVOLTAIC Backsheets and Frontsheets for PV modules» (PDF). Retrieved 4 March 2022.
- ^ «Rynite PET Design Guide» (PDF). DuPont. Retrieved 4 March 2022.
- ^ SIPA: Lightweight compressed gas cylinders have plastic liners / PET provides high oxygen barrier https://www.plasteurope.com, 18 November 2014, retrieved 16 May 2017.
- ^ Teijin. «Teijin Develops Eco-friendly Wet-strong Printing Paper Made 100% with Recycled Polyester Derived from Used PET Bottles». Teijin Group. Archived from the original on 25 August 2013. Retrieved 12 March 2013.
- ^ Whinfield, John Rex and Dickson, James Tennant (1941) «Improvements Relating to the Manufacture of Highly Polymeric Substances», UK Patent 578,079; «Polymeric Linear Terephthalic Esters», U.S. Patent 2,465,319 Publication date: 22 March 1949; Filing date: 24 September 1945; Priority date: 29 July 1941
- ^ TEIJIN: Trademarks Archived 2 May 2013 at the Wayback Machine «Mylar and Melinex are the registered trademarks or trademarks of Dupont Teijin Films U.S. Limited Partnership and have been licensed to Teijin DuPont Films Japan Limited«
- ^ Ryazanova-Clarke, Larissa; Wade, Terence (31 January 2002). The Russian Language Today. Taylor & Francis. pp. 49–. ISBN 978-0-203-06587-7.
- ^ «Nathaniel Wyeth – Got a lot of bottle». www.thechemicalengineer.com. Retrieved 3 March 2022.
- ^ Wyeth, N.; Roseveare, R. (15 May 1973). «US patent US3733309 «Biaxially oriented poly(ethylene terephthalate) bottle»«.
- ^ Margolis, James M. (28 October 2020). Engineering Thermoplastics: Properties and Applications. CRC Press. ISBN 978-1-000-10411-0.
- ^ Scheirs, John; Long, Timothy E. (2003). Modern polyesters : chemistry and technology of polyesters and copolyesters. Hoboken, N.J.: John Wiley & Sons. ISBN 0-471-49856-4. OCLC 85820031.
- ^ NPCS Board of Consultants & Engineers (2014) Chapter 6, p. 56 in Disposable Products Manufacturing Handbook, NIIR Project Consultancy Services, Delhi, ISBN 978-9-381-03932-8
- ^ He, Jhiyu; et al. (2 September 2022). «Diamond formation kinetics in shock-compressed C─H─O samples recorded by small-angle x-ray scattering and x-ray diffraction». Science Advances. 8 (35): eabo0617. Bibcode:2022SciA….8O.617H. doi:10.1126/sciadv.abo0617. PMID 36054354. S2CID 252046278.
- ^ Leah Crane (10 September 2022). «Blasting plastic with powerful lasers turns it into tiny diamonds». New Scientist.
- ^ a b Ashurst, P.; Hargitt, R. (26 August 2009). Soft Drink and Fruit Juice Problems Solved. Elsevier. ISBN 978-1-84569-706-8.
- ^ Thiele, Ulrich K. (2007) Polyester Bottle Resins, Production, Processing, Properties and Recycling, Heidelberg, Germany, pp. 85 ff, ISBN 978-3-9807497-4-9
- ^ Gupta, V.B. and Bashir, Z. (2002) Chapter 7, p. 320 in Fakirov, Stoyko (ed.) Handbook of Thermoplastic Polyesters, Wiley-VCH, Weinheim, ISBN 3-527-30113-5.
- ^ a b c «Polyesters». Ullmann’s Encyclopedia of Industrial Chemistry. Vol. A21. Weinheim: Wiley-VCH. pp. 233–238. doi:10.1002/14356007.a21_227.
- ^ MacDonald, W?A (2002). «New advances in poly(ethylene terephthalate) polymerization and degradation». Polymer International. 51 (10): 923–930. doi:10.1002/pi.917.
- ^ Bio-based drop-in, smart drop-in and dedicated chemicals
- ^ Duurzame bioplastics op basis van hernieuwbare grondstoffen
- ^ Alex Tullo (20 November 2017). «New route planned to biobased ethylene glycol». C&EN Global Enterprise. 95 (46): 10. doi:10.1021/cen-09546-notw6. Retrieved 4 March 2022.
- ^ Tachibana, Yuya; Kimura, Saori; Kasuya, Ken-ichi (4 February 2015). «Synthesis and Verification of Biobased Terephthalic Acid from Furfural». Scientific Reports. 5 (1): 8249. Bibcode:2015NatSR…5E8249T. doi:10.1038/srep08249. ISSN 2045-2322. PMC 4316194. PMID 25648201.
- ^ F Gugumus (1996). Gaechter and Mueller (ed.). Plastics additives handbook : stabilizers, processing aids, plasticizers, fillers, reinforcements, colorants for thermoplastics (4th ed.). Munich: Hanser. p. 92. ISBN 3446175717.
- ^ Day, M.; Wiles, D. M. (January 1972). «Photochemical degradation of poly(ethylene terephthalate). III. Determination of decomposition products and reaction mechanism». Journal of Applied Polymer Science. 16 (1): 203–215. doi:10.1002/app.1972.070160118.
- ^ Nawrocki, J; Dąbrowska, A; Borcz, A (November 2002). «Investigation of carbonyl compounds in bottled waters from Poland». Water Research. 36 (19): 4893–4901. doi:10.1016/S0043-1354(02)00201-4. PMID 12448533.
- ^ a b Samak, Nadia A.; Jia, Yunpu; Sharshar, Moustafa M.; Mu, Tingzhen; Yang, Maohua; Peh, Sumit; Xing, Jianmin (December 2020). «Recent advances in biocatalysts engineering for polyethylene terephthalate plastic waste green recycling». Environment International. 145: 106144. doi:10.1016/j.envint.2020.106144. PMID 32987219. S2CID 222156984.
- ^ Smith, Matthew R.; Cooper, Sharon J.; Winter, Derek J.; Everall, Neil (July 2006). «Detailed mapping of biaxial orientation in polyethylene terephthalate bottles using polarised attenuated total reflection FTIR spectroscopy». Polymer. 47 (15): 5691–5700. doi:10.1016/j.polymer.2005.07.112.
- ^ Yoshida, S.; Hiraga, K.; Takehana, T.; Taniguchi, I.; Yamaji, H.; Maeda, Y.; Toyohara, K.; Miyamoto, K.; Kimura, Y.; Oda, K. (11 March 2016). «A bacterium that degrades and assimilates poly(ethylene terephthalate)». Science. 351 (6278): 1196–9. Bibcode:2016Sci…351.1196Y. doi:10.1126/science.aad6359. PMID 26965627. S2CID 31146235.
- ^ «Could a new plastic-eating bacteria help combat this pollution scourge?». The Guardian. 10 March 2016. Retrieved 11 March 2016.
- ^ «Scientists Engineer New Plastic-Eating Enzyme | Sci-News.com». Breaking Science News | Sci-News.com. 28 April 2022. Retrieved 2 June 2022.
- ^ Lu, Hongyuan; Diaz, Daniel J.; Czarnecki, Natalie J.; Zhu, Congzhi; Kim, Wantae; Shroff, Raghav; Acosta, Daniel J.; Alexander, Bradley R.; Cole, Hannah O.; Zhang, Yan; Lynd, Nathaniel A.; Ellington, Andrew D.; Alper, Hal S. (April 2022). «Machine learning-aided engineering of hydrolases for PET depolymerization». Nature. 604 (7907): 662–667. Bibcode:2022Natur.604..662L. doi:10.1038/s41586-022-04599-z. ISSN 1476-4687. PMID 35478237. S2CID 248414531.
- ^ «PET production capacity worldwide 2024».
- ^ «Global oil production in million metric tons 2020».
- ^ «RAPPORT DE GESTION 2019» (PDF) (in French). Swiss PET Recycling Association. p. 5. Retrieved 5 March 2022.
- ^ Awaja, Firas; Pavel, Dumitru (1 July 2005). «Recycling of PET». European Polymer Journal. 41 (7): 1453–1477. doi:10.1016/j.eurpolymj.2005.02.005. ISSN 0014-3057.
- ^ «PET and its eco-friendly alternative: rPET». Prevented Ocean Plastic. 8 May 2020. Retrieved 9 October 2022.
- ^ Palacios-Mateo, Cristina; van der Meer, Yvonne; Seide, Gunnar (6 January 2021). «Analysis of the polyester clothing value chain to identify key intervention points for sustainability». Environmental Sciences Europe. 33 (1): 2. doi:10.1186/s12302-020-00447-x. ISSN 2190-4715. PMC 7787125. PMID 33432280.
- ^ «Chile’s desert dumping ground for fast fashion leftovers». France 24. 8 November 2021. Retrieved 5 March 2022.
- ^ «Fast fashion in the U.S. is fueling an environmental disaster in Ghana». CBS News. Retrieved 19 December 2022.
- ^ «SAPEA report: Evidence on microplastics does not yet point to widespread risk — ALLEA». Retrieved 5 March 2022.
- ^ Chamas, Ali; Moon, Hyunjin; Zheng, Jiajia; Qiu, Yang; Tabassum, Tarnuma; Jang, Jun Hee; Abu-Omar, Mahdi; Scott, Susannah L.; Suh, Sangwon (9 March 2020). «Degradation Rates of Plastics in the Environment». ACS Sustainable Chemistry & Engineering. 8 (9): 3494–3511. doi:10.1021/acssuschemeng.9b06635. S2CID 212404939.
- ^ Ioakeimidis, C.; Fotopoulou, K. N.; Karapanagioti, H. K.; Geraga, M.; Zeri, C.; Papathanassiou, E.; Galgani, F.; Papatheodorou, G. (22 March 2016). «The degradation potential of PET bottles in the marine environment: An ATR-FTIR based approach». Scientific Reports. 6: 23501. Bibcode:2016NatSR…623501I. doi:10.1038/srep23501. PMC 4802224. PMID 27000994.
- ^ Sax, Leonard (2010). «Polyethylene Terephthalate May Yield Endocrine Disruptors». Environmental Health Perspectives. 118 (4): 445–8. doi:10.1289/ehp.0901253. PMC 2854718. PMID 20368129.
- ^ Tukur, Aminu (2012). «PET bottle use patterns and antimony migration into bottled water and soft drinks: the case of British and Nigerian bottles». Journal of Environmental Monitoring. 14 (4): 1236–1246. doi:10.1039/C2EM10917D. PMID 22402759.
- ^ Cheng, X.; et al. (2010). «Assessment of metal contaminations leaching out from recycling plastic bottles upon treatments». Environmental Science and Pollution Research International. 17 (7): 1323–30. doi:10.1007/s11356-010-0312-4. PMID 20309737. S2CID 20462253.
- ^ Consumer Factsheet on: Antimony Archived 7 June 2014 at the Wayback Machine, EPA archive 2003-06-23
- ^ a b Guidelines for drinking – water quality. who.int
- ^ Shotyk, William; et al. (2006). «Contamination of Canadian and European bottled waters with antimony from PET containers». Journal of Environmental Monitoring. 8 (2): 288–92. doi:10.1039/b517844b. PMID 16470261.
- ^ Hansen, Claus; et al. (2010). «Elevated antimony concentrations in commercial juices». Journal of Environmental Monitoring. 12 (4): 822–4. doi:10.1039/b926551a. PMID 20383361.
- ^ Sandra Laville and Matthew Taylor, «A million bottles a minute: world’s plastic binge ‘as dangerous as climate change'», TheGuardian.com, 28 June 2017 (page visited on 20 July 2017).
- ^ a b «Plastic Packaging Resins» (PDF). American Chemistry Council. Archived from the original (PDF) on 21 July 2011.
- ^ everSTRAND[permanent dead link] Carpet-inspectors-experts.com archive 2008-03-17
- ^ Simply Green Carpet – A Berkshire Flooring Brand. simplygreencarpet.com
- ^ Makuska, Ricardas (2008). «Glycolysis of industrial poly(ethylene terephthalate) waste directed to bis(hydroxyethylene) terephthalate and aromatic polyester polyols» (PDF). Chemija. 19 (2): 29–34.
- ^ «Arropol | Arropol Chemicals». Retrieved 2 January 2019.
- ^ Laird, Karen (18 January 2022). «Loop, Suez select site in France for first European Infinite Loop facility». Plastics News. Retrieved 11 March 2022.
- ^ Toto, Deanne (1 February 2021). «Eastman invests in methanolysis plant in Kingsport, Tennessee». Recycling Today. Retrieved 11 March 2022.
- ^ Page Bailey, mary (24 February 2022). «Carbios and Indorama to build first-of-its-kind enzymatic recycling plant for PET in France». Chemical Engineering. Retrieved 11 March 2022.
External links[edit]
- American Plastics Council: PlasticInfo.org
- KenPlas Industry Ltd.: «What is PET (Polyethylene Terephthalate)» Archived 10 December 2007 at the Wayback Machine
- «WAVE Polymer Technology: PET (Polyethylene Terephthalate) flakes processing»
- Arropol commercial producer of polyol from post-consumer PET fiber
Часть первая. Детство
Печальная судьба пластиковой бутылки
По данным ООН, каждую минуту во всём мире люди приобретают один миллион пластиковых бутылок. Точнее, напитков в них. Большинство из этих бутылок используются однократно – а потом выбрасываются. А пластиковая бутылка разлагается примерно 120 лет. То есть, как бы это прискорбно ни звучало, мы не застанем разложение бутылки, которую отправили на полигон, а ещё хуже – забыли где-то на природе. Плюс пластиковые бутылки составляют примерно треть всех отходов, которые ежегодно создаёт один человек. Масштаб понятен, да?
Но такую печальную картину мы видим не потому, что пластиковая бутылка – зло. А потому, что мы пока не привыкли: пустая пластиковая бутылка – это не мусор, а ценное сырьё, которое можно переработать бесконечное количество раз и произвести из него массу полезных товаров. Только представьте: одноразовые пластиковые бутылки – примерно треть отходов, которые вы создаёте. И эта треть может служить миру вечно, а не валяться бездарно на полигоне целый век.
Что такое ПЭТ?
В основном, пластиковые бутылки производятся из ПЭТ (полиэтилентерефталат, PET). ПЭТ – это материал из нефтяных смол, маркируется единичкой в треугольнике. По сути, это весьма символично, поскольку ПЭТ – пожалуй, самый удобный и лёгкий для переработки пластик. Первый для переработки. Между тем, не всё золото, что блестит. Важно запомнить два пункта:
1) Не всякая пластиковая бутылка сделана из ПЭТ.
2) Не всякий ПЭТ годится для переработки.

Как отличить ПЭТ от других бутылок (ПВХ)?
Дело в том, что ПВХ (поливинилхлорид) пока не перерабатывается в России при приёме у населения. Для нашего раздельного сбора отходов это не полезное вторсырьё, а бесполезный материал. А пластиковую тару из ПЭТ внешне можно перепутать с тарой из ПВХ. Однако смотрите маркировку. Последний – это тройка в треугольнике. И лучше не покупайте в нём ничего.
Какой ПЭТ не годится для переработки?
В основном, в бутылки из ПЭТ разливаются прохладительные напитки, вода, пиво. На дне у этих бутылок есть вмятинка – она характерна для бутылок, которые выдуваются.
Ещё из ПЭТ делают бутылки для молочных продуктов, флаконы для шампуней, бальзамов и другой парфюмерии. Эту упаковку сложнее переработать, поэтому принимают её далеко не во всех пунктах сбора пластика. По возможности покупайте продукты, разлитые в прозрачный, голубой, зелёный или коричневый ПЭТ. Бутылки кислотных цветов и чёрные тоже не переработать – они редкие, их очень тяжело накапливать. Представьте: кислотно-лимонная бутылка весит примерно 45 грамм. 1 тонна – это 22 222 пластиковые бутылки. Такое количество бутылок редкого неонового цвета будет собираться долго.
Есть также не бутылочный ПЭТ. Из него делаются контейнеры, упаковки и подложки для овощей, блистеры. Так вот – налаженной и стабильной переработки этого ПЭТ в России пока нет. Покупку продуктов в такой ПЭТ-упаковке лучше избегать.
Чем хорош ПЭТ?
ПЭТ очень функционален (если сказать моднее – с отличным юзабилити). Он устойчив почти ко всем механическим воздействиям, к химическим веществам, очень прочный, герметичный, легко обрабатывается. Его можно красиво и ярко окрасить. Но самое главное достоинство ПЭТ – большой потенциал в переработке.
Часть вторая. Отрочество
Драгоценные ПЭТ-флексы и ПЭТ-гранулы
ПЭТ-флекс и ПЭТ-гранула – сырьё, которое получается при переработке пластика. Флексы похожи на хлопья. Гранулы – на гранулы (простите, но точнее не сравнить). По сути, флексы – это просто дроблёный пластик. А гранулы плавятся уже из флексов.
В большом количестве ПЭТ-сырьё выглядит очень ярко и напоминает конфетки (осторожнее, если они попадут в руки к детям!). Или драгоценные камешки.

Но настоящими драгоценностями флексы и гранулы из ПЭТ делает отнюдь не красивый внешний вид, а целый ряд достоинств их использования:
- Экономят нефть, которая используется при производстве пластика. Главным сырьем для производства последующих изделий становятся вторичные ресурсы.
- Экономят энергопотребление. На производство бутылки из вторсырья уйдёт меньше энергии, чем на создание первичной тары.
- Берегут воздух. При переработке пластика в воздух выбрасывается меньше углекислого газа, чем при его производстве.
- Берегут землю и уменьшают количество полигонов. Ну или место на полигоне, что тоже важно.
- Снижают необходимость в мусоросжигательных заводах.
- Экономят деньги производителя. На изготовление товара из вторичного сырья тратится меньше финансов, чем на изготовление этого же товара из нового сырья. При этом он абсолютно не потеряет в качестве.
- Экономят деньги потребителя. Раз себестоимость такого товара становится ниже, стать ниже может и цена. Нам с вами очень нравится, когда снижается цена, ибо чаще мы видим её рост.
Таким образом, переработка ПЭТ решает ряд глобальных проблем: сохраняет полезные ископаемые, помогает решению «мусорной» проблемы и препятствует засорению планеты, улучшает экономический фактор в стране.
Как производятся флексы и гранулы из ПЭТ?
- ПЭТ сортируют по цветам.
- Убирают всё постороннее (бумажки, этикетки, крышечки и т.д.).
- Очищают моющим средством.
- Дробят на мелкие фракции.
- Очищают от металла.
- Моют.
- Сушат. На этом этапе получаются флексы.
- Плавят и гранулируют (сушат, режут и т.д.). Здесь ПЭТ становится гранулятом.
На первом и самом художественном этапе остановимся подробнее.
Как цвет влияет на цену ПЭТ
Обычно ПЭТ на первом этапе сортируют на 4 группы цветов. Любопытно, что от цвета ПЭТ зависит дальнейшая цена вторсырья и возможность (или невозможность) переработки. Дробить ПЭТ тоже будут потом по цветам.
- Прозрачный ПЭТ (неокрашенный).
- Сине-зелёная группа (синий, голубой, зелёный, фиолетовый, серый цвета). Тёмная группа (чёрный, коричневый, тёмно-коричневый цвета).
- ПЭТ других цветов (красный, оранжевый, жёлтый, кремовый цвета).
Из-за большого потенциала прозрачные – самые дорогие флексы. Синие флексы дешевле прозрачных, зелёные дешевле синих. Коричневые флексы – самые дешёвые. Флексы остальных цветов (фиолетовые, красно-жёлтая группа) в большинстве случаев производители вообще не перерабатывают.
Часть третья. Юность
Вторая жизнь ПЭТ-флексов и ПЭТ-гранул
Ассортимент товаров, которые можно произвести из переработанного ПЭТ – неисчерпаем. Он может использоваться как сам по себе, так и в «соавторстве» с другим сырьём. Несколько товаров, которые производятся из ПЭТ-флексов:
- новые бутылки;
- щетина для метёлок и более крупных уборочных машин;
- упаковочные ленты;
- плёнки.
ПЭТ-гранулы считаются более качественным сырьём за счёт более однородной структуры. Из ПЭТ-гранул производят:
- различную упаковку;
- корпус некоторых бытовых приборов;
- пластиковые трубы.
Производства из ПЭТ в лицах
В России есть крупные предприятия, перерабатывающие ПЭТ. Наиболее известное – «Пларус» (Солнечногорск), изготавливающее ПЭТ-гранулят, который идёт потом на производство тех же бутылок. Из бутылки в бутылку – принцип работы завода. Ещё один крупный перерабатывающий завод – Тверской завод вторичных полимеров.
Сейчас мы становимся свидетелями, как учёные, производители и дизайнеры идут дальше и ставят опыты над ПЭТ, делают из пластика мебель, декор для дома, одежду, обувь, аксессуары, открывают новые возможности его использования.
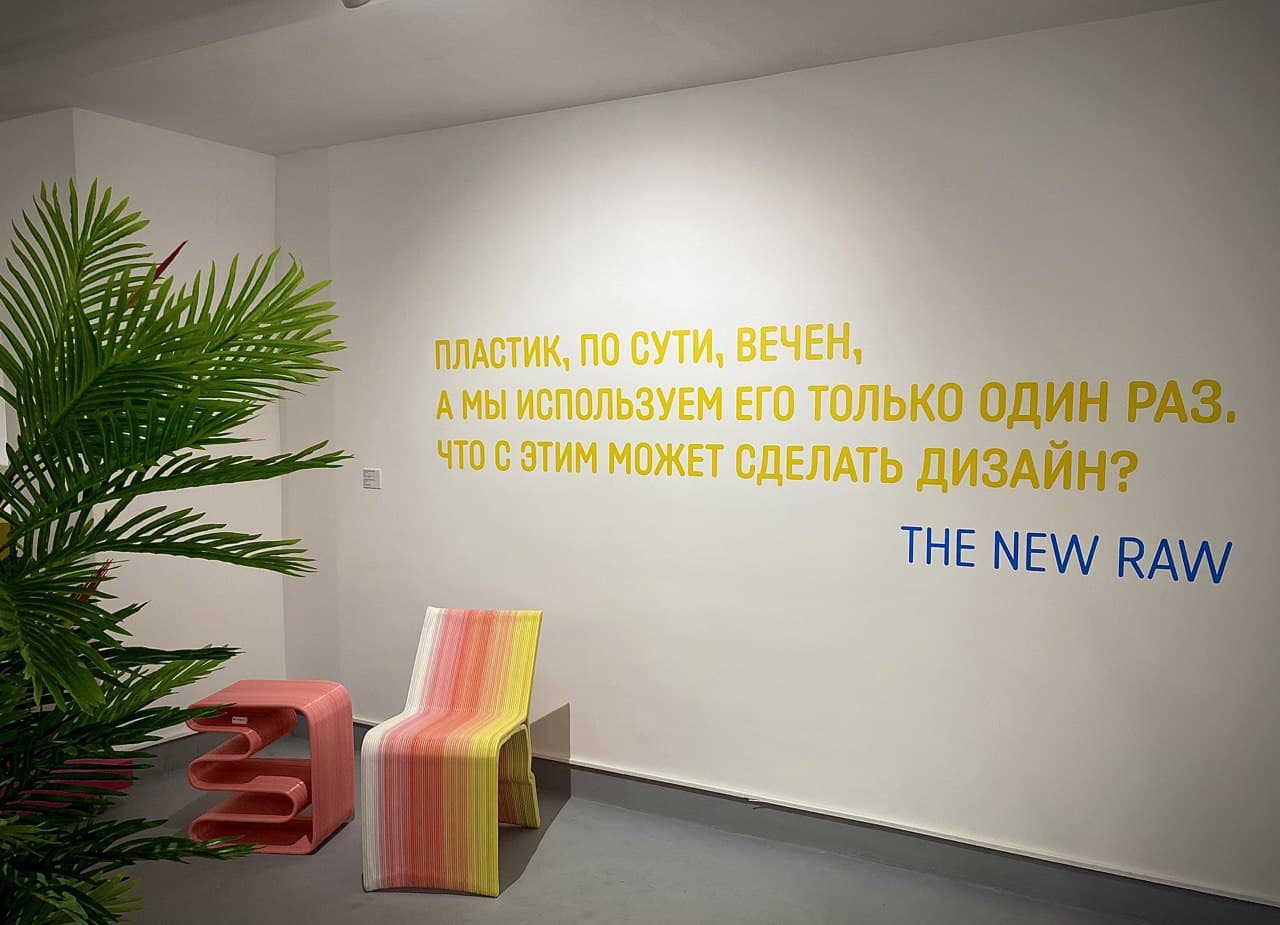
Немного о выгодных вложениях
Попутно отметим, что переработка ПЭТ и производство из него флексов и гранулята – весьма прибыльный бизнес. Много говорить на эту тему будем в других материалах. Но если вам нужна идея для бизнеса прямо сейчас, просто вбейте в поисковик «ПЭТ-флексы» и «ПЭТ-гранулы». Вы удивитесь, сколько предложений о покупке вторсырья выскочит даже при беглом поиске.
Часть четвёртая. Вечное будущее
Во многих случаях ПЭТ может быть переработан не один, не два и не три, а бесконечное количество раз. И куда попадёт пластиковая бутылка: в океан, на полигон или на производство другой такой бутылки – зависит от нас. Здесь от прозы перейдём к поэзии. Разве вам не приятно даровать чему-то бесконечную жизнь?
А для вдохновения несколько примеров использования ПЭТ в производстве мебели, одежды и аксессуаров, которые представлены на выставке «Фантастик пластик» в Москве (кстати, она закроется 30 мая – ещё успеете сходить).
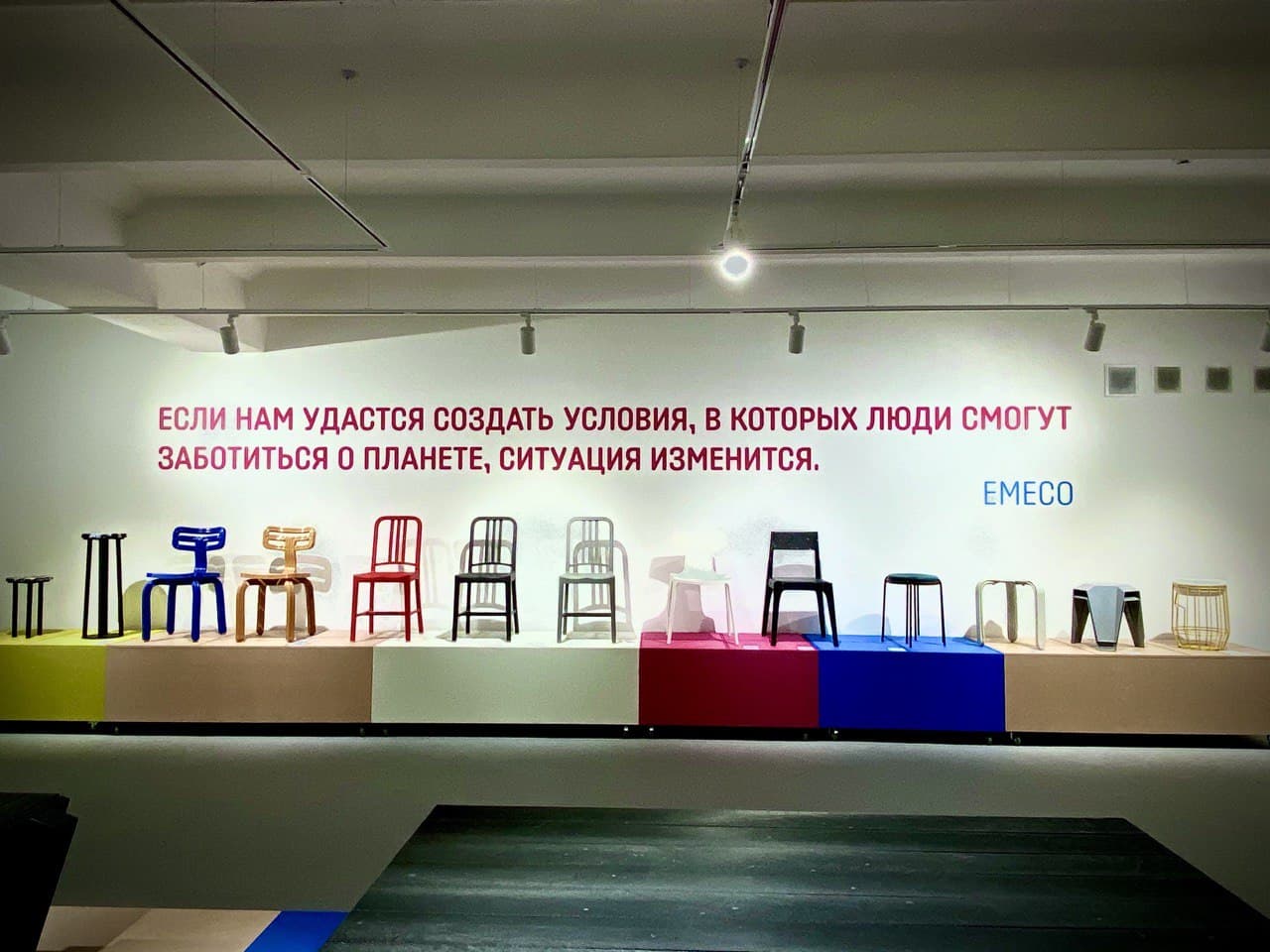




ПЭТ (он же PET, рет, ПЭТФ, ПЭТФ, полиэтилентерефталат) – это обозначение термопластичного полимера и семейства полиэфиров, очень распространенного синтетического материала с отличными свойствам. Этот пластичный и удобный в обработке пластик известен и под другими названиями – полиэтиленгликольтерефталат, дакрон, майлар, полиэстер, ПЭТГ, лавсан, и даже просто термопластик. В статье мы опишем все разновидности ПЭТ, рассмотрим физико-химические свойства и опишем сферы использования.
Оглавление
- Полиэтилентерефталат: пластик с аббревиатурой пэт
- История создания ПЭТ
- Основные свойства и характеристики ПЭТФ
- Преимущества и общие свойства ПЭТ:
- Физические и химические свойства полиэтилентерефталата
- Физические параметры ПЭТ
- Химические свойства ПЭТ
- Производство ПЭТ, схема
- Сфера применения полиэтилентерефталата
- Волоконный ПЭТ: технические волокна и нити
- ПЭТ-пленки
- Бутылочный PET: что такое ПЭТ бутылки?
- Технология производства пэт бутылок
- Бутылочный и небутылочный РЕТ: в чем разница?
- Что такое невязкий полимер ПЭТ?
Полиэтилентерефталат: пластик с аббревиатурой пэт
Полиэтилентерефталат (polyethylene terephthalate) – это пластик, получаемый методом поликонденсации этиленгликоля с терефталевой кислотой или ее диметиловым эфиром.

Полиэтилентерефталат – самый популярный и распространенный материал для производства волокон, пищевых пленок, упаковки и пластиковых изделий. Этот вид пластика считается наиболее безопасным для человека, и наименее вредным для окружающей среды. Многообразие форм и вариативность примесей делают этот пластик применимым практически во всех отраслях промышленности и хозяйства.
Названия данного полимерного материала многообразны – одни знакомы всем, а другие нет. Всем, к примеру, хорошо известно название такое название как полиэстер – это ни что иное как волокна полиэтилентерефталата.
Полиэстер, Полиэтилентерефталат и ПЭТ – это одно и то же вещество.
Аббревиатуры, образованные от названия химического соединения:
- ПЭТФ – все пластики на основе полиэтилентерефталата (в России)
- PET – все пластики на основе полиэтилентерефталата (по международному обозначению)
- ПЭТГ – модификация полиэтилентерефталата, листовой ударопрочный пластик с добавлением гликоля (по международному обозначению).
- PET-G – тоже, что и ПЭТГ (по международному обозначению)
- АРЕТ – РЕТ пленка, где полиэтилентерефталат присутствует в аморфном виде
- ОПЭТ – пленка из полиэтилентерефталата, ориентированная в одном направлении
- БОПЭТ – двоякоориентированная прочная пленка для изготовления упаковки.
- ПЭТ-G – пленка, предназначенна для изготовления термоусадочной этикетки
Важно! В чем разница между сокращениями ПЭТ и ПЭТФ? Сокращение ПЭТиспользуется в основном когда речь идет об изделиях из полиэтилентерефталата, а аббревиатура ПЭТФ – когда речь идет о полимере.
Торговые марки, под которыми данный пластик реализуется в виде волокон, пленок, полимерных изделий (массы):
- Лавсан – название волокон, полученных в СССР. Лавсан – это сокращение от Лаборатории Высокомолекулярных Соединений Академии Наук.
- Терилен – волокна, запатентованные в Великобритании
- Дакрон – волокна, запатентованные в США
- Тергал – полиэфирное волокно из Франции
- Тревира – марка полиэстерного волокна немецкой компании Trevira CS
- Теторон – ПЭ волокно, популярное в Японии и запатентованное там
- Мелинекс – марка полиэфирной пленки, применяемой в качестве монтажной основы
- Майлар – он же БоПЭТ, Мелинекс, полиэфиргная пленка из США
- Текапэт (Tecapet) и Текадур (Tecadur) – немецкие марки многофункционального полукристаллический полимера конструкционного назначения, выпускается в виде плит и стержней
- Валокс – пегковесные высокотемпературные РЕТ плиты
- Ultradur – торговая марка компании BASF для линейки частично кристаллических, термопластичных, насыщенных РЕТ полиэфиров
- Celanex PBT и Vandar® HI PBT – термопластичный полиэфир, полукристаллические инженерные пластмассы
- Rynite – конструкционный и инженерный термопластик, который объединяет лучшие свойства армированного полиэтилентерефталата (ПЭТ) с более легкой технологичностью для производства высокопроизводительных деталей.
Данный список торговых названий, под которыми реализуется ПЭТ полимер, далеко не является полным; на сегодняшний день известно и зарегистрировано более сотни различных названий коммерческого полиэтилентерефталата.
История создания ПЭТ
Как и большинство пластиков полиэтилентерефталат был синтезирован и получил широкое распространение в предвоенные и военные годы. Базовые исследования по синтезу полиэтилентерефталата были начаты в 30-х годах в Англии. Успешный синтез волокнообразующего полиэтилентерефталата был осуществлен в 1935 году на базе лаборатории компании Calico Printers Association. Право на патент принадлежит химикам Джону Уинфилду и Джеймсу Диксону (1943 г.).
В СССР полиэтилентерефталат был впервые получен в 1949 году в Новосибирске в Лаборатории ацетатных волокон Сибирского отделения Академии наук.
ПЭТ изначально выпускался как полимер для производства волокна, однако он быстро занял лидирующие позиции в сфере полимерных упаковочных материалов и тары. Так патент на самую популярную сегодня тару — ПЭТ-бутылку – был получен в 1973 году.
Следующим важным этапом, ознаменовавшим начало новой эпохи, стала массовая промышленная переработка использованной ПЭТ-тары. Это случилось в 1977 году – первые линии по переработке были далеки от совершенства, но именно с них началась эпоха использования вторичных ресурсов и совершенствование линий по их совершенствованию.
Востребованность в полиэтилентерефталате растет с каждым годом, на данный момент это наиболее популярный и используемый полимерный материал в мире.
Основные свойства и характеристики ПЭТФ
Полиэтилентерефталат (ПЭТ, ПЭТФ) обладает множеством достоинств и положительных свойств. Этот прочный и износостойкий пластик может быть в двух состояниях, которые различаются по цвету:
- аморфном (цвет прозрачный)
- кристаллическом (цвет белый)
Кристаллическая структура возникает при медленном охлаждении полимерной массы, а аморфная – при быстром переходе точки плавления.
Аморфный ПЭТ используется для производства бутылок и пленок, тары. Кристаллический пластик ПЭТ преимущественно имеет конструкционное и инженерное значение.
Преимущества и общие свойства ПЭТ:
- превосходная формоустойчивость (сопротивляемость к деформациям изгиба и растяжения)
- высокая механическая прочность (ударопрочность)
- износостойкость (устойчивость к истираниям)
- малое влагопоглощение и устойчивость к коррозии (нерастворим в воде и органических растворителях.)
- светопроницаемость
- высокое изоляционное сопротивление
- хорошая химическая устойчивость (устойчивость к воздействию кислот, щелочей, солей, спиртов, парафинов, минеральных масел, бензина, жиров и эфиров.)
Важно! ПЭТ неустойчив к кетонам, сильным кислотам и щелочам.
Недостатки ПЭТ во многом являются следствием его достоинств. Так например, хорошая светопроводимость материала является недостатком для тары из полиэтилентерефталата, так как УФ-излучение прекрасно проникает сквозь стенки PET тары, вызывая окисление и порчу продукта. Второй недостаток связан с долговечностью ПЭТ полимера – долгий период разложения в природе приносит на сегодняшний день огромный вред экологии.
Однако ПЭТ – полимер, который может восстанавливаться и перерабатываться бесконечно при наличии соответствующего оборудования. Налаживание линий рециклинга может снизить экологическую нагрузку.
Физические и химические свойства полиэтилентерефталата
ПЭТ относится к алифатически-ароматическии полиэфирам, которые широко используются для производства синтетических волокон, пищевых и упаковочных пленок и пластиков различного назначения. Это легкий материал без запаха.
ПЭТ обладает термостойкостью в диапазоне температур от — 40 °С до + 200 °С.
Физические параметры ПЭТ
- плотность 1,38 — 1,4 г/см³,
- температура размягчения (t разм.) 245 °C,
- температура плавления (t пл.) 260 °C,
- температура стеклования (t ст.) 70 °C,
- температура разложения 350 °С.
Химические свойства ПЭТ
Полиэтилентерефталат – это пластик на основе синтетических смол, получаемых путем сложного химического процесса из нефти и газового конденсата. В основе производства ПЭТ лежит одностадийный синтез из моноэтиленгликоля (МЭГ) и очищенной терефталевой кислоты (PTA) по непрерывной схеме. Вместо PTA может быть использован диметиловый эфир терефталевой кислоты (ДМТ). Терефталевую кислоту и ДМТ в свою очередь производят из параксилола.
Важной характеристикой получаемого полимера является вязкость соединения. Она определяется протяженностью молекулы.
Производство ПЭТ, схема
Производство ПЭТФ можно представить в виде следующей упрощенной схемы:

Изготовление изделий из полиэтилентерефталата осуществляется тремя методами:
- экструзия
- пневмоформование
- литье под давлением
- раздувное формование
- вытяжка из расплава
Итоговые изделия отличаются по свойствам и сферам применения.
Сфера применения полиэтилентерефталата
Химические и физические свойства ПЭТФ делают данный полимер идеальным материалом для использования в следующих производствах:
- производство тары и упаковки (бутылки, хозяйственные емкости, одноразовая посуда)
- производство пленок (от тонких упаковочных до промышленных армированных)
- производство волокон (полиэстеровые волокна и ткани)
- производство инженерных и конструкционных элементов (профили, детали)
- производство композиционных материалов (наполненные пластики)
Композиционные материалы на основе ПЭТ применяются при изготовлении аудио, видео и рентгеновских пленок, автомобильных шин, Широкий ряд применений возможен благодаря исключительному балансу возможностей ПЭТ и тому, что в готовом изделии степень кристалличности и уровень ориентации можно контролировать. Наполненные ПЭТ находят свое применение очень широко: от производства игрушек до деталей космических кораблей. В настоящее время ПЭТГ распространен в качестве инженерного пластика для печати на 3D-принтерах.
Исходя из сфер применения, выделяют три основных марки ПЭТФ-гранулята:
- Волоконный ПЭТФ
- Пленочный ПЭТФ
- Бутылочный ПЭТФ
Волоконный ПЭТ: технические волокна и нити
Основные сферы применения полиэстровых волокон и нитей:
- Армирование шлангов, приводных ремней, банерных тканей
- Производство упаковочного полотна, тентовых тканей, геотканей
- Производство автомобильных подушек безопасности
- Производство напольных покрытий
ПЭТ-пленки
К настоящему времени в мире сформировался огромный рынок ПЭТ-пленок, используемых, прежде всего, для упаковки. Пленки из полиэтилентерефталата бывают однонаправленными (ОПЭТ) и двунаправленными (БОПЭТ). Последние почти полностью вытеснили с рынка менее прочные однонаправленные пленки.
Пленки также используются для изготовления труб, электроизоляции, солнечных батарей и элементов музыкальных инструментов. ПЭТ пленки используются при изготовлении стеклопластиковых изделий — форм, резервуаров. Лавсановая пленка ПЭТ применяется для защиты мебельных заготовок, облицовочных панелей, дверных полотен во время шпонирования методом горячего прессования.
Бутылочный PET: что такое ПЭТ бутылки?
Огромное количество ПЭТ бутылок выпускается ежегодно во всем мире. Это одно из самых значительных направлений использования полиэтилентерефталата в мировой промышленности. Простота производства и относительная безвредность производственного цикла сделали эту тару такой востребованной. ПЭТ тара применяется для:
- воды
- соков
- пива
- майонеза
- косметики
- бытовой химии,
- технических жидкостей
Технология производства пэт бутылок

Бутылки PET производят из полимерного сырья в виде гранул. Гранулят ПЭТ в виде расплава подается в термопластавтоматы (ТПА) для формирования ПЭТ преформ методом литья под давлением. Из этих заготовок после предварительного разогрева растягиваются и выдуваются бутылки.Цвет и прозрачность будущей бутылки закладывается при изготовлении преформы из гранул.
Бутылочный и небутылочный РЕТ: в чем разница?
ПЭТ хорошо выдерживает переработку, и вторичное сырье может быть вновь употреблено на изделия самого высокого качества. Но есть одна проблема, известная переработчикам как «небутылочный рет» или «невязкий полимер». Дело в том, что изделия с одинаковой маркировкой PET могут оказаться разными состоянию основного полимера. Главный показатель в данном вопросе – вязкость, то есть свойство пластика сопротивляться изменению формы. Напомним, что вязкость полиэтилентерефталата определяется длинной самой цепочки полимера.
Что такое невязкий полимер ПЭТ?
Из первичных PET-гранул изготавливают бутылочную и небутылочную продукцию. Бутылочной считается тара от питьевых жидкостей: такие бутылки изготавливают методом выдувного формования, эти емкости примерно одинаковы по форме и толщине. Полимер в их основе отличается высокой вязкостью и она сохраняется без существенных потерь при переработке. Небутылочный ПЭТ менее вязкий, и при рециклинге он теряет вязкость еще сильнее. Смешивать для переработки бутылочный и небутылочный ПЭТ нельзя – получаемое сырье не имеет нужных характеристик и продукция из него будет слишком нестабильной.
Смотрите также по теме «PET или ПЭТ: что за материал полиэтилентерефталат?»:
- Полиэтилентерефталат
- Полиэтилентерефталат ТВЕРПЭТ
- Полиэтилентерефталат марки ПН
- Полиэтилентерефталат марки F
- Полиэтилентерефталат марки E
- Полиэтилентерефталат марки D

Полиэтилентерефталат (ПЭТФ, ПЭТ) — это термопластик, который также именуется как полиэфир, лавсан и т. д. В СССР полиэтилентерфталат и получаемое из него волокно называли лавсаном, в честь места разработки — Лаборатории Высокомолекулярных Соединений Академии Наук. Аналогичные волоконные материалы, изготавливаемые в других странах, получили другие названия: терилен, дакрон, тергал, тревира, теторон, полиэстер, мелинекс, милар (майлар) и т. д.
В настоящее время употребляются оба сокращения, однако когда речь идет о полимере, чаще используется название ПЭТФ, а когда об изделиях из него — ПЭТ. Продукт поликонденсации этиленгликоля с терефталевой кислотой (или ее диметиловым эфиром) — это твердое, бесцветное, прозрачное вещество в аморфном состоянии и белое, непрозрачное в кристаллическом состоянии. При нагреве до температуры стеклования переходит в прозрачное состояние и остается в нем при резком охлаждении и быстром проходе через так называемую «зону кристаллизации».
Важным параметром ПЭТ (ПЭТФ — полиэтилентерефталат) является вязкость, которая определяется длиной молекулы полимера. С увеличением параметра присущей вязкости скорость кристаллизации снижается. ПЭТ, ПЭТФ (полиэтилентерефталат) обладает такими качествами как: прочность, износостойкость. ПЭТ, ПЭТФ является хорошим диэлектриком.
Полиэтилентерефталат обладает высокой механической прочностью и ударостойкостью, устойчивостью к истиранию и многократным деформациям при растяжении и изгибе и сохраняет свои высокие ударостойкие и прочностные характеристики в рабочем диапазоне температур от -40 °С до +60 °С.
ПЭТ отличается низким коэффициентом трения и низкой гигроскопичностью. Общий диапазон рабочих температур изделий из полиэтилентерефталата от -60 до 170 °C.
По внешнему виду и по светопропусканию (90%) листы из ПЭТ аналогичны прозрачному оргстеклу (акрилу) и поликарбонату. Однако по сравнению с оргстеклом у полиэтилентерефталата ударная прочность в 10 раз больше.
Огромное значение по использованию ПЭТ (ПЭТФ — полиэтилентерефталат) приобрело и в промышленном производстве: пленки, канаты, упаковочные ленты, шпагаты, производство различных преформ для изготовления бутылки.
Основные характеристики полиэтилентерефталата
- Теплопроводность: 0,14 Вт/(м·К).
- Сжимаемость (расплав): 99·106 Мпа.
- Относительное удлинение при разрыве:12-55%.
- Температура стеклования аморфного полиэтилентерефталата: 67 °С.
- Температура стеклования кристаллического полиэтилентерефталата: 81 °С.
- Температура плавления: 250-265 °С.
- Температура разложения: 350 °С.
- Показатель преломления (линия Na) аморфного полиэтилентерефталата: 1,576.
- Показатель преломления (линия Na) кристаллического полиэтилентерефталата: 1,640.
- Предел прочности при растяжении: 172 МПа.
- Модуль упругости при растяжении: 1,41·104 МПа.
- Влагопоглощение: 0,3%.
- Допустимая остаточная влага: 0,02%.
- Морозостойкость: до -60 °С.
Другие статьи
Начните поиск
ПЭТ-тара – основные виды и их описание
- Что такое ПЭТ-бутылки
- Технология производства ПЭТ-бутылок
- Примеры использования ПЭТ-бутылок и другой пластиковой тары
- Экологичность ПЭТ-бутылок и другой пластиковой тары
- Пагубные последствия для окружающей среды от пластиковой тары и ПЭТ-бутылок

ПЭТ-бутылки сегодня заслужено называются лидерами тары для многих разновидностей продукции. Они ежедневно используются человеком в разных сферах жизни. ПЭТ-бутылки производятся в широком разнообразии форм, цветов и размеров, что позволяет использовать их для разных нужд.
Что такое ПЭТ-бутылки
Всем известные пластиковые бутылки изготовляются из полиэтилентерефталата. Данный материал имеет много названий, которые широко используются в промышленности для его обозначения. Это полиэстер, термопластик, лавсан.
Изначально материал применялся лишь для создания текстильных волокон для упаковочной пленки. Лишь 70-х годах прошлого столетия был придуман специальный аппарат для выдувания бутылок. Помимо этого, ПЭТ имеет много других возможностей применения в разных сферах жизнедеятельности человека (преимущественно в виде тары) – в медицине, текстильной, пищевой промышленности и т. д.
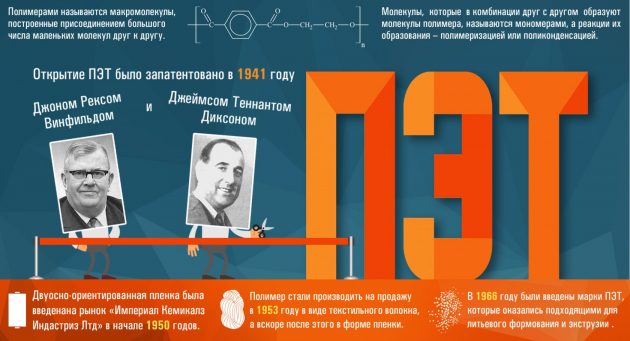
История полимеров
Технология производства ПЭТ-бутылок
Тара ПЭТ – один из самых востребованных продуктов на рынке. Поэтому технология его изготовления все время совершенствуется, внедряются новейшие разработки из разных областей промышленности. В последнее время довольно популярна технология производства ПЭТ-бутылок из гранул. Она подразумевает присутствие нескольких последовательных этапов:

Преформы для выдува ПЭТ-бутылок
- Из гранул для ПЭТ-бутылок при помощи сушки удаляется влага. Она попадает в материал из-за контакта с воздухом.
- Гранулированный полиэтилентерефталат расплавляют и смешивают с пигментом, что защищает его от негативного действия ультрафиолета.
- Из полученного сырья формируют преформы. По внешнему виду они напоминают лабораторные пробирки.
- Горлышко ПЭТ-бутылки формируется сразу с учетом сферы ее применения.
- Преформы отправляются в печь, что придает им пластичность. Заготовка вращается, что обеспечивает равномерность прогрева.
- Подготовленные преформы отправляются в специальный агрегат, где осуществляется их выдув. Под давлением они приобретают нужную форму.
Примеры использования ПЭТ-бутылок и другой пластиковой тары
ПЭТ-упаковка имеет много преимуществ, что определяет широкий спектр ее использования. Она отличается небольшим весом и разнообразием цветовых решений. Поэтому ПЭТ-материал используется для фасовки жидкостей разного типа – от безалкогольных напитков, молочной и прочей пищевой продукции, до технических смесей, парфюмерии, декоративной косметики.

Характеристики ПЭТ
Используя ПЭТ-бутылки, можно более эффективно организовать транспортировку товаров, поскольку они не способны разбиться в процессе перевозки, загрузки и выгрузки. Всегда существует возможность переработки материалов и производства новой продукции при помощи традиционного способа выдувания.
К недостаткам ПЭТ-упаковки относят ее низкие барьерные качества. Внутрь тары легко проникает ультрафиолетовое излучение и кислород. Из бутылки беспрепятственно выходит углекислота, что негативно сказывается на качестве сохраняемых напитков. Такие свойства ПЭТ-материала объясняется его высокой молекулярной структурой. Через него легко проникают газы с небольшим размером молекул, если сравнивать с цепочкой полимера.
Экологичность ПЭТ-бутылок и другой пластиковой тары

Экологичность ПЭТ бутылок
Чтобы изготовить продукцию из полиэтилентерефталата, не требуется большого количества электрической энергии. Поэтому такое производство не провоцирует дополнительные выбросы СО2 в атмосферу. С экологической точки зрения, более выгодно изготавливать тару большого размера, что активно внедряется в рынок.
Если размышлять о вреде ПЭТ-упаковки, следует отметить, что она способна разложиться в условиях мусорных полигонов на протяжении 150 лет (алюминиевые банки – 300 лет, стеклянные бутылки – никогда). Поэтому правильным способом утилизации подобных отходов называют их переработку.
Из полученного вторсырья преимущественно делают флекс или пеллеты, из которых в дальнейшем изготовляют различные химические волокна, пленки и другие изделия. Флекс используется для производства такой продукции:

Процесс переработки ПЭТ-бутылок
- щетки для уборочных машин;
- упаковочные материалы;
- тротуарная плитка;
- черепица.
Пеллеты часто становятся сырьем для производства геосетки, наполнителя для спальных мешков. Поэтому переработка ПЭТ-бутылок является выгодным бизнесом. Хороший уровень прибыли возможен не только для больших предприятий, но и для мини-заводов с инвестициями до 200 тысяч евро.
Пагубные последствия для окружающей среды от пластиковой тары и ПЭТ-бутылок

Преимущества от ПЭТ бутылки
В 2013 году правительство внесло предложение об ограничении торговли алкогольных напитков в ПЭТ-бутылках, что объясняется их вредным воздействием на окружающую среду. Но данный законопроект не был поддержан, поэтому пиво и другая подобная продукция продолжает выпускаться в пластиковой таре.
Активисты, которые поддерживают такой запрет, говорят не только о вреде ПЭТ-бутылок для окружающей среды. Они указывают и на увеличение потребления алкоголя из-за большого объема тары. Но это не так, поскольку среднестатистический потребитель при выборе спиртного ориентируется на его стоимость. При увеличении цен на пиво из-за запрета пластиковой тары вырастут продажи крепких напитков.
Поэтому запрет ПЭТ-бутылок — не лучшее решение. Это приведет к кризису во многих отраслях промышленности, уменьшению рабочих мест, закрытию мелких предприятий.
Факты о пластиковой бутылке